

Pouring process for extrusion casting
A pouring method and squeeze casting technology, which are applied in the field of squeeze casting and pouring, can solve the problems of difficulty in pouring, difficulty in anti-oxidation protection, and high energy consumption in smelting, shorten the process cycle period, facilitate anti-oxidation protection, and improve process yield. yield effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
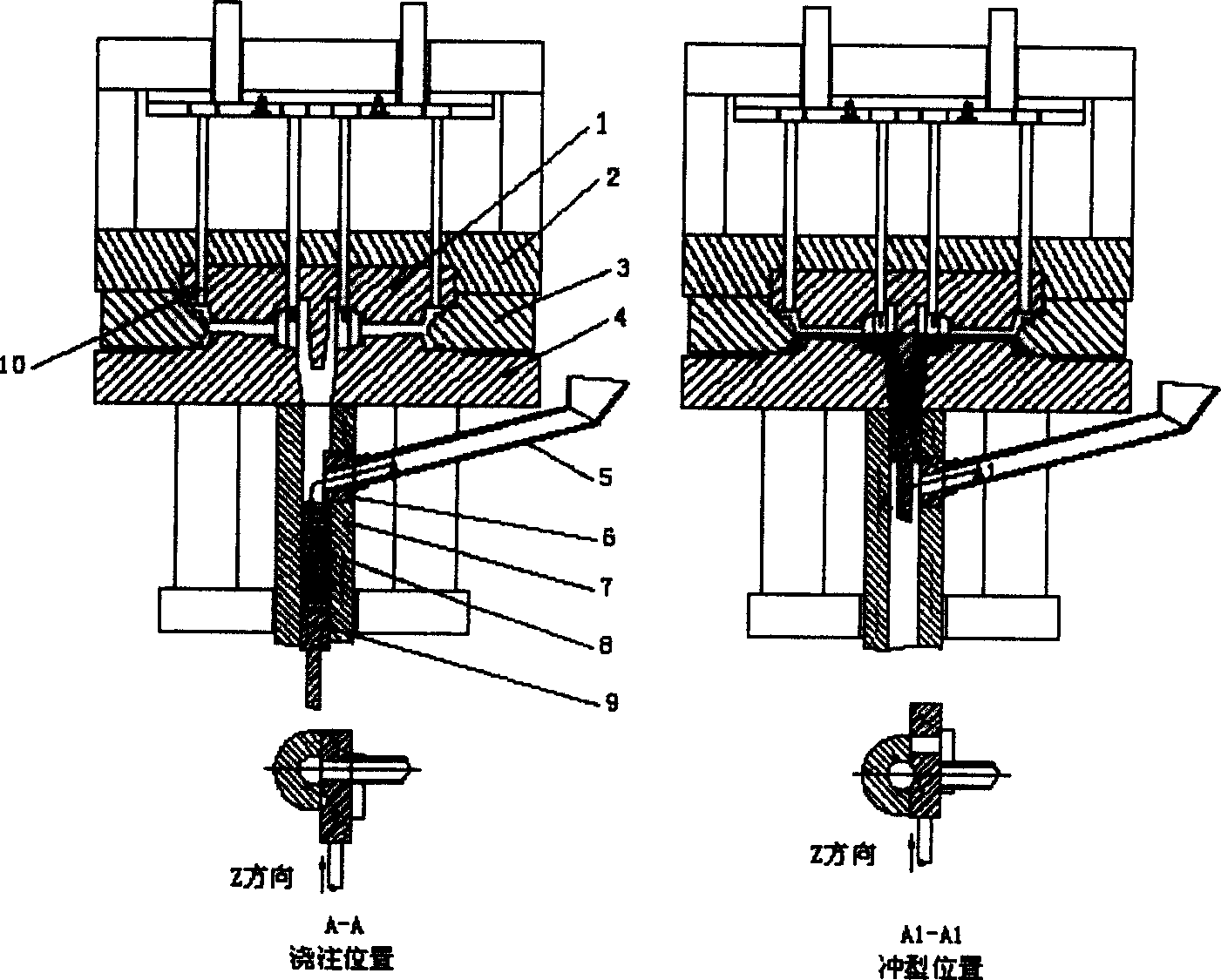
[0009] The following is attached with the manual figure 1 And implementation case further illustrates the present invention:
[0010] The implementation case takes the extrusion casting of magnesium alloy wheels as an example, and the process is as follows:
[0011] 1. Clean the mold, apply paint, close the mold, and reset the pressure head;
[0012] 2. Pouring: The magnesium alloy melt is poured into the pressure chamber 7 through the quantitative pouring device 5 and gate slider 6 on the side of the pressure chamber, and then the gate slider 6 quickly slides to the filling position along the Z direction;
[0013] 3. Mold filling, pressure keeping and solidification: the magnesium alloy melt in the pressure chamber 7 quickly enters the cavity under the action of the indenter 9. After the mold filling is completed, the indenter 9 continues to maintain the magnesium alloy melt in the mold. Press until the casting is completely solidified;
[0014] 4. Mold opening and pick-up...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More