

Heat treatment system
A heat treatment system and heat treatment device technology, applied in heat treatment furnaces, heat treatment equipment, furnace types, etc., can solve problems such as long mechanical downtime, reduced heat treatment efficiency, and pauses
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0042] The first embodiment of the present invention is described below, which is applied to a bearing component as an example of a steel component.
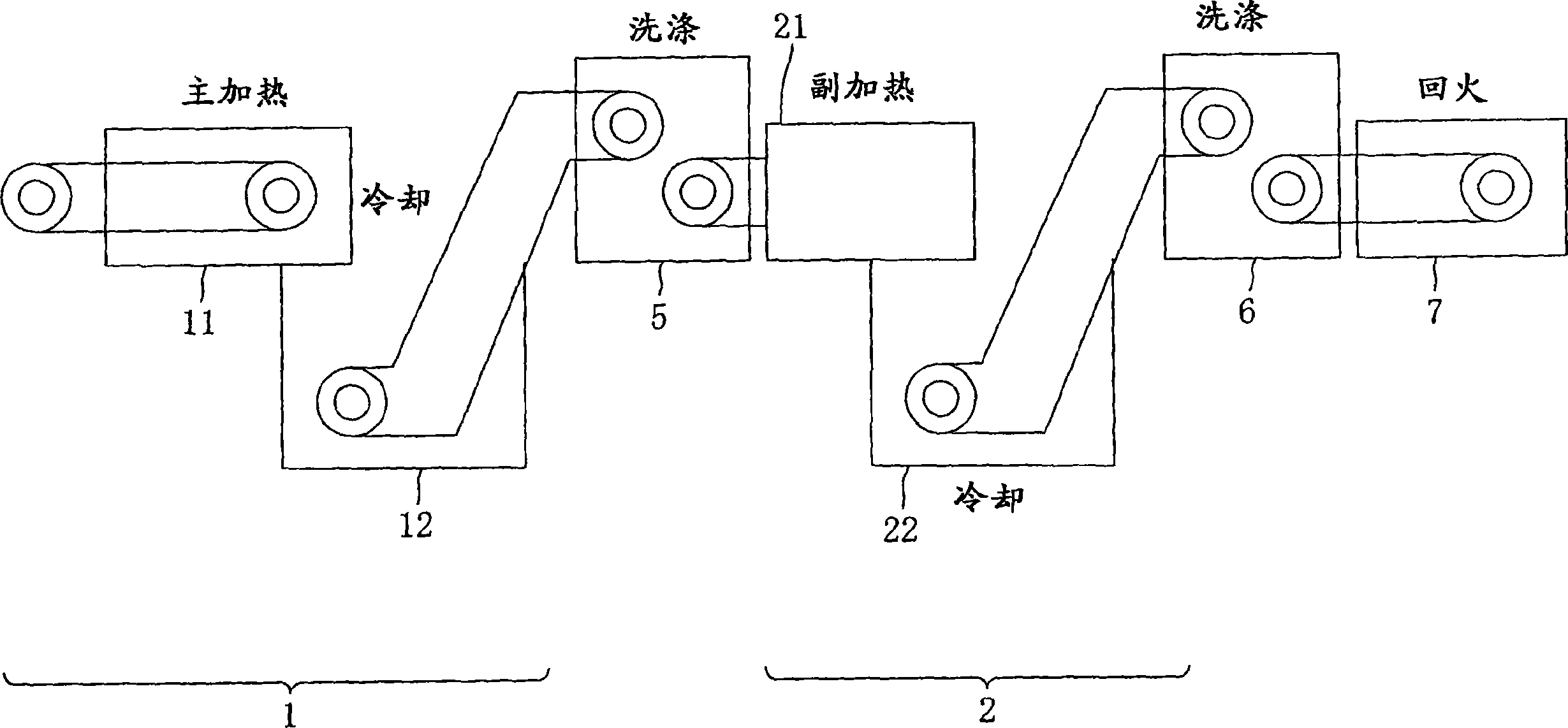
[0043] figure 1 It is a schematic diagram of the heat treatment system according to the present invention. As shown in the figure, this heat treatment system includes a main heat treatment device 1, a secondary heat treatment device 2, two washing devices 5 and 6, and a tempering device 7. The bearing parts produced by molding methods (not shown in the figure) such as forging and then turning are successively sent through the main heat treatment device 1 and the auxiliary heat treatment device 2, and are subjected to the main heat treatment and the auxiliary heat treatment in each of the above devices. Heating and cooling.
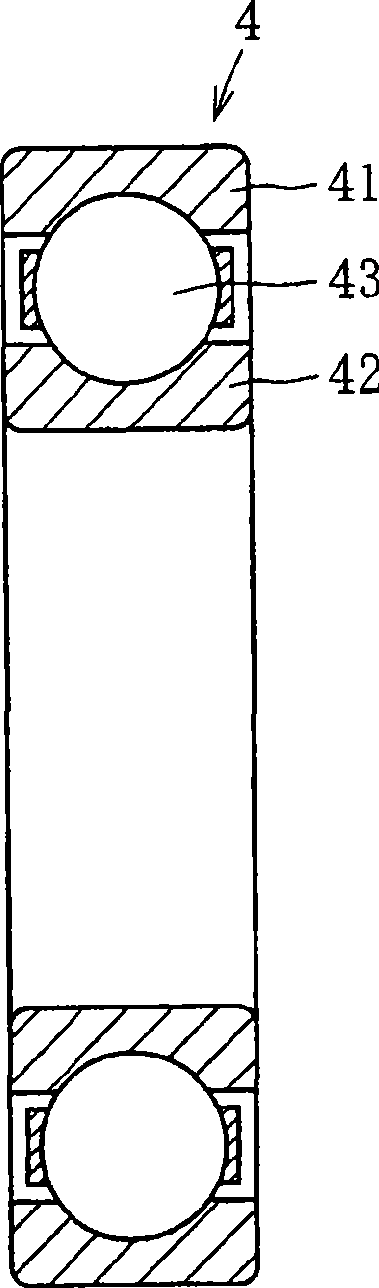
[0044] The term "bearing component" refers to the bearing component of a rolling bearing such as a ball bearing, tapered roller bearing, roller bearing or needle bearing. As an example, figure 2 Represents a ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More