

Tool path preparing method and machining method
a tool path and machining technology, applied in the direction of total factory control, programme control, electric programme control, etc., can solve the problems of scars (cutter marks) generated on the workpiece, the cutting of which includes the shape perpendicular to or approximately and the inability to cut the part perpendicular to the main spindl
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] Preferred embodiments of a tool path preparing method and a machining method will be described in detail below according to the present invention, with reference to the accompanying drawings. In this connection with the description on the drawings, the same parts as those of the conventional one are denoted by assigning the same reference numerals, and the duplication of the explanation will be omitted. In the present embodiments, an example in which the present invention is applied to a machine tool, and particularly, to a Swiss type machine tool, will be shown.
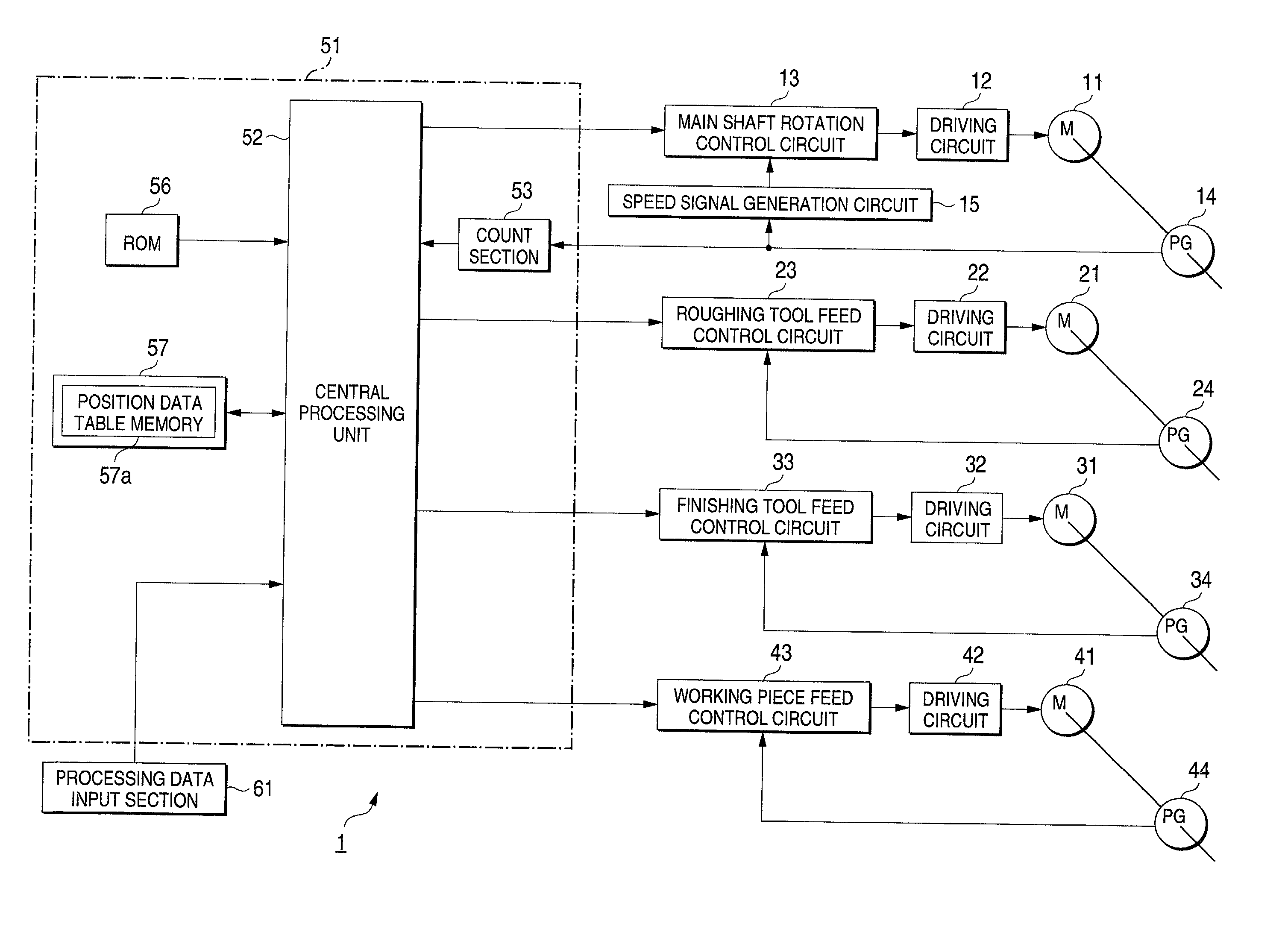
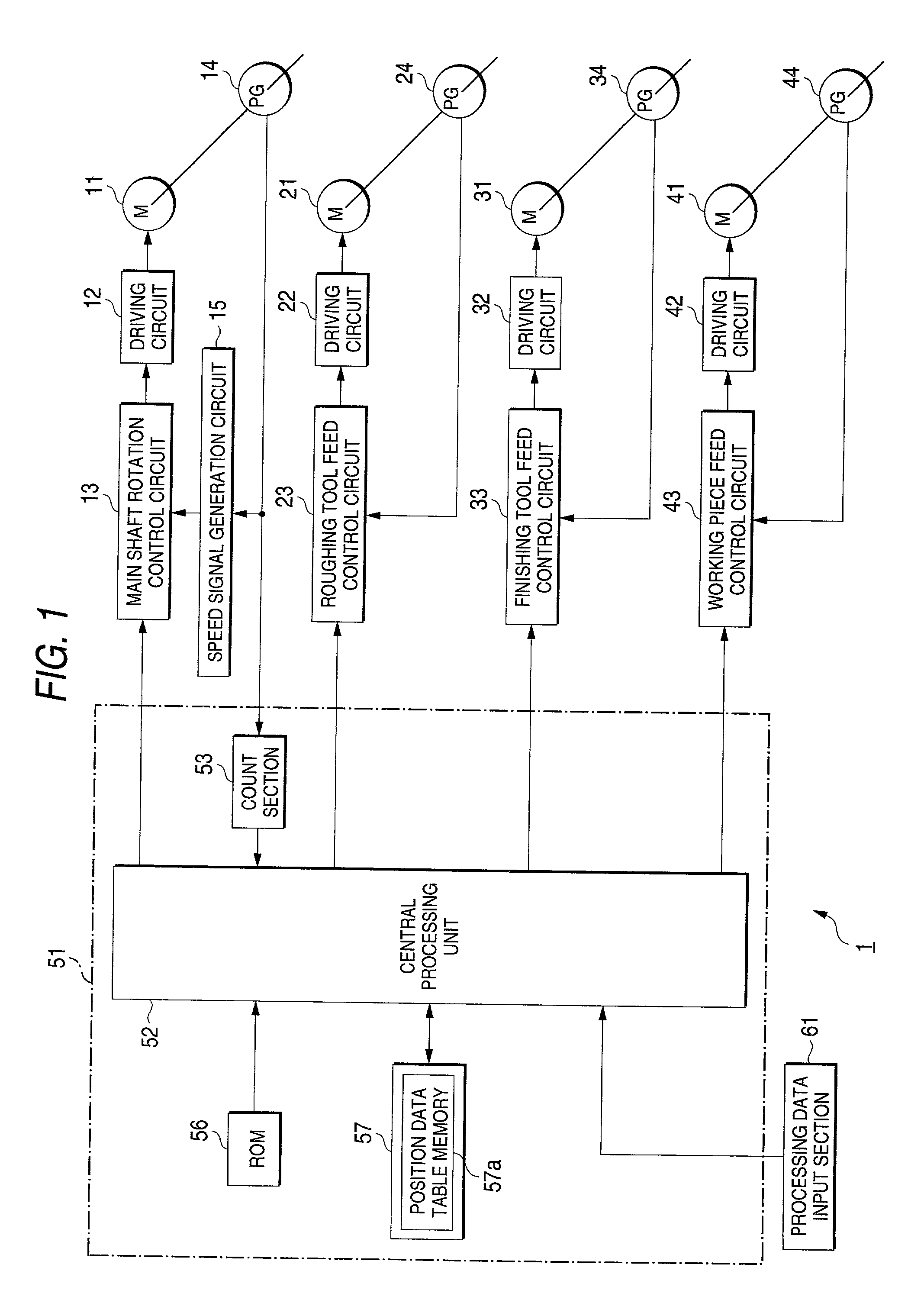
[0036] FIG. 1 is a block diagram showing the structure of a machine tool according to an embodiment of the present invention. In FIG. 1, a machine tool 1 has a main spindle rotation motor 11, roughing tool movement motor 21, finishing tool movement motor 31, workpiece movement motor 41, and control unit section 51 for controlling the drive of each of the motors 11, 21, 31, and 41.
[0037] The main spindle rotation motor...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Speed | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More