

Continuous casting apparatus for steel
a casting apparatus and steel technology, applied in the field of continuous casting apparatus for steel, can solve the problems of difficult for molten steel to flow in the regions between the long side walls and the submerged entry nozzle, and inclusions and the like, and achieve the effect of suppressing the easy trapping of bubbles by the solidified shell, uniform thickness, and reducing the risk of inclusions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
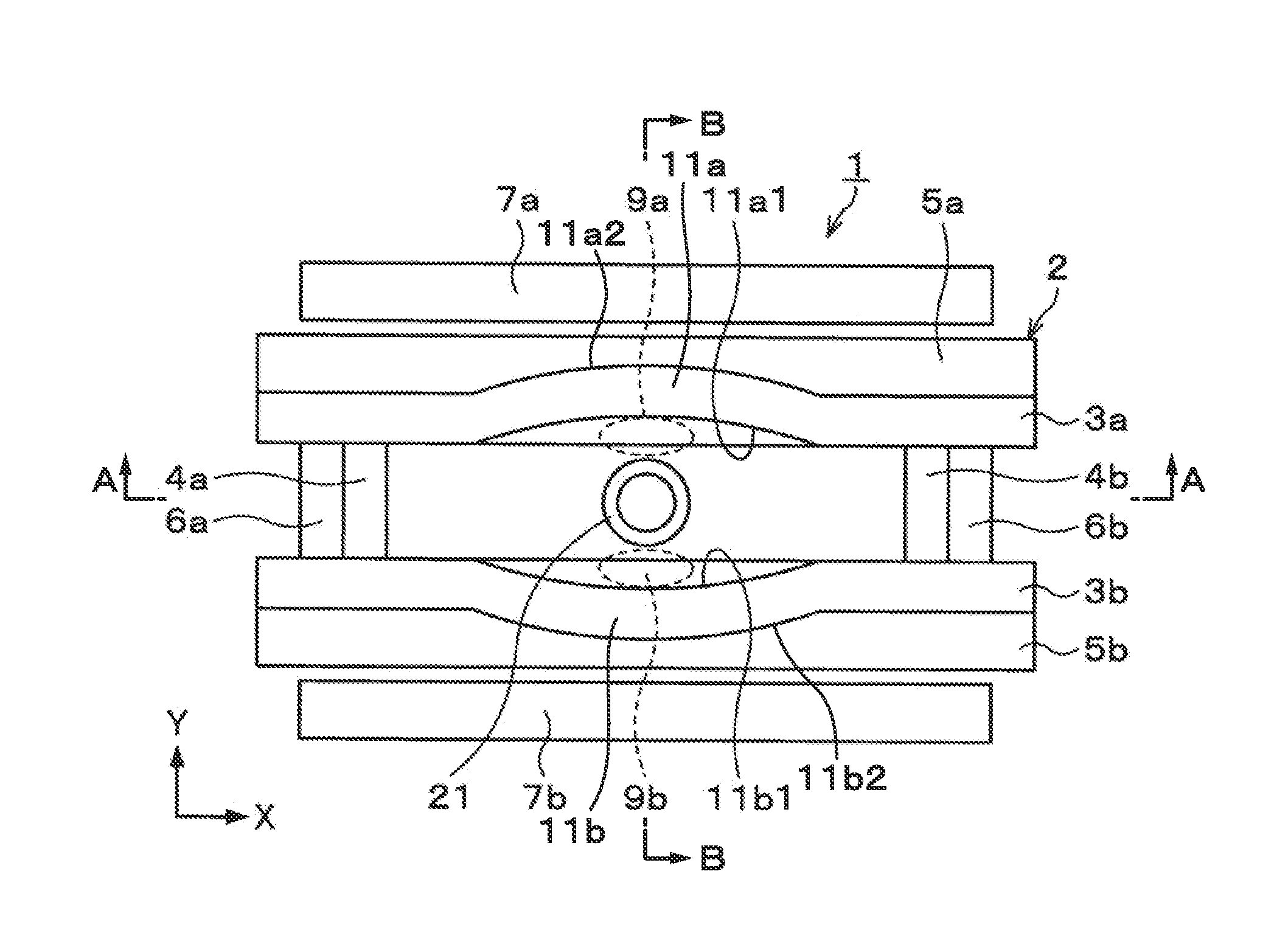
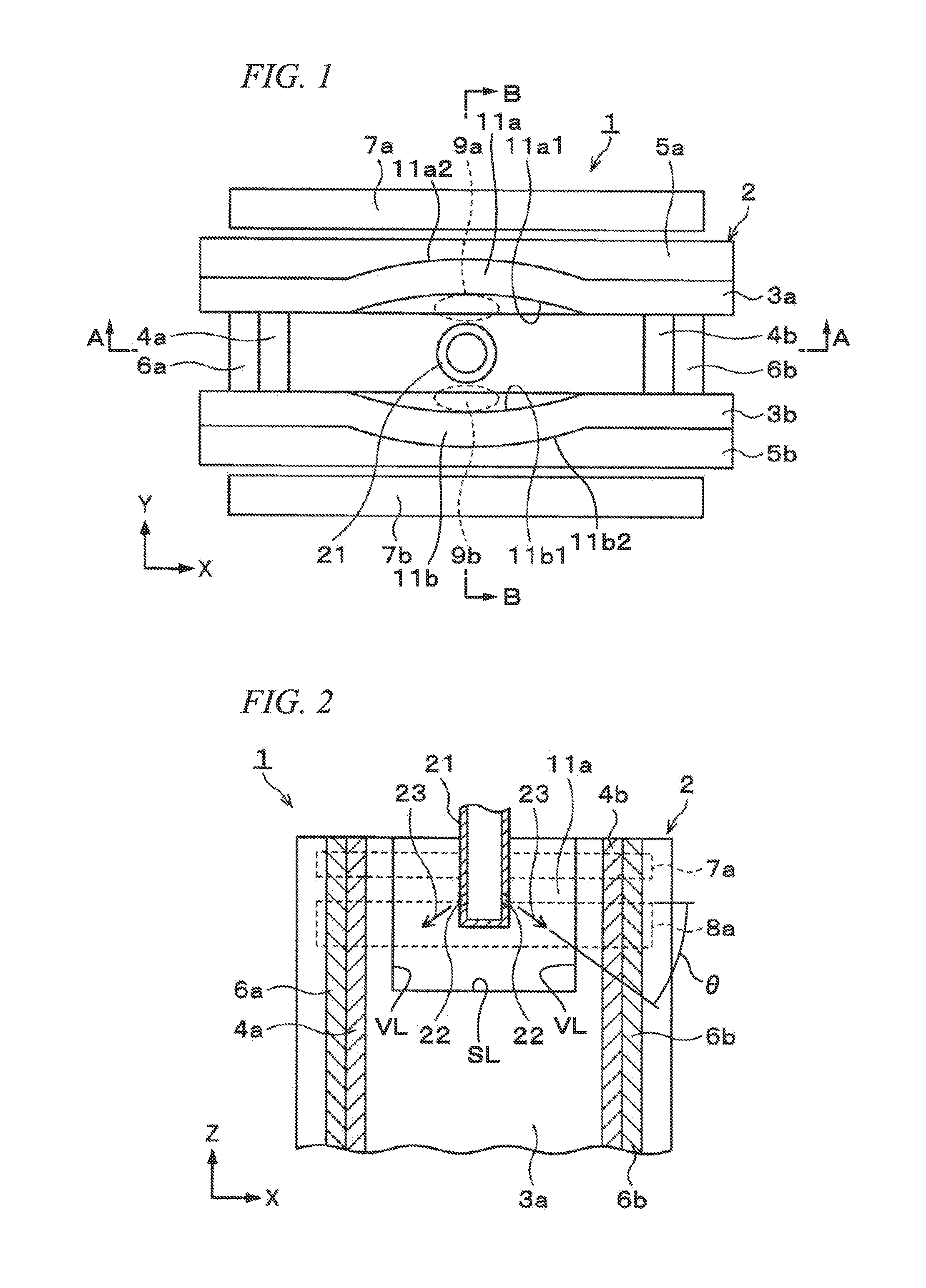
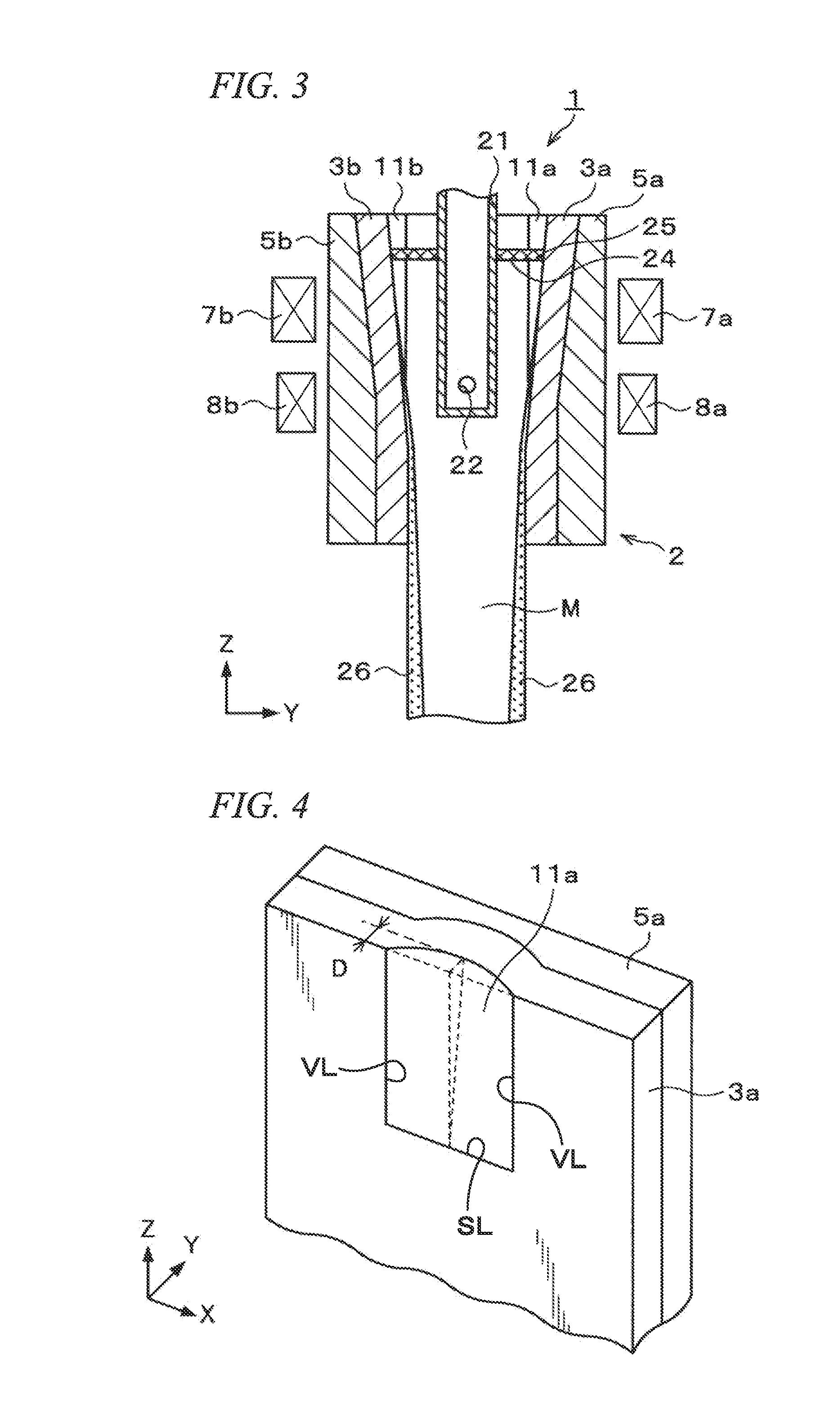
[0067]Hereinafter, an effect of removing Ar gas bubbles and inclusions included in molten steel in a case where a continuous casting apparatus for steel according to Examples of the present invention is used will be described. When the Examples were performed, the continuous casting apparatus 1 illustrated in FIGS. 1 to 3 was used as a continuous casting apparatus for steel.
[0068]At the formation position of the meniscus 24 in the casting mold 2 having a width of 1200 mm, a height of 900 mm, and a thickness of 250 mm, the electromagnetic stirring devices 7a and 7b having a height of 200 mm and a thrust of 100 mmFe were set so that the upper end positions thereof had the same height as the position of the meniscus, and the electromagnetic brake devices 8a and 8b which were disposed to apply the maximum magnetic flux density at a position having a depth of 500 mm down from the meniscus 24 were used. In addition, the submerged entry nozzle 21 having a maximum outside diameter of 190 mm...
example 2
[0079]Next, under the same conditions as those of Example 1, the electromagnetic stirring devices 7a and 7b were also used while operating the electromagnetic brake devices 8a and 8b, and the result is shown in Table 2.
TABLE 2Distance betweenIndex ofcurved portionDepressionnumber ofand submergeddepth ofIndex ofinclusions ofentry nozzlecurved portionnumber ofcasting moldL (mm)D (mm)Ar gas bubblesparallel portion25011255113050.5140100.3150200.1160300.1170400.11.180500.11.285550.11.8
[0080]According to the result shown in Table 2, the same tendency as in the case where the electromagnetic brakes 8a and 8b were not operated was shown. That is, in a case where the distance L was 25 mm, even when the curved portions 11a and 11b having a depression depth D of 5 mm were formed, both the index of the number of Ar gas bubbles and the index of the number of inclusions were 1, and there was no change from the case where the depression depth D was 0 mm. Therefore, the number of Ar gas bubbles and...
PUM
| Property | Measurement | Unit |
|---|---|---|
| horizontal distance | aaaaa | aaaaa |
| horizontal distance | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More