[0018]The methods and systems of the invention have the advantage of converting bio-based feedstocks, optionally without any additional costly purification steps to form higher energy density product of lower oxygen / carbon ratio including higher alkanes, olefins, and aromatics. Another advantage of the present invention includes the fact that glycol coproducts are readily produced as intermediates and easily separated by flash distillation from the primarily mono-oxygenate intermediates used to produce liquid biofuels by condensation or oligomerization reactions.
[0019]While not intending to be limited by theory, it is believed that some carbohydrates may thermally degrade at the conditions needed to produce higher hydrocarbons. In addition, the inclusion of unreacted carbohydrates and some higher polyols intermediates in condensation or oligomerization reactions to form liquid biofuels can result in formation of tars or coke. As an advantage of the present process, smaller reactor volumes and catalyst charges can be employed to only partially convert carbohydrate feeds to a mixture of primarily polyols including glycols and monooxygenates, as it is not necessary to drive the reactions to complete conversion of carbohydrates, in order to protect condensation-oligomerization catalysts used in subsequent steps, from excessive coke and tar formation. Unreacted carbohydrates and polyols including glycols are easily separated by flash distillation, and recycled back to the aqueous phase reforming reactor. Advantages of specific embodiments will be described in more detail below.
[0021]Use of separate processing zones for steps (ii) and (iii) allows conditions to be optimized for digestion and aqueous phase reforming of the digested biomass components, independent from optimization of the conversion of oxygenated intermediates to monooxygenates, before feeding to step (iv) to make higher hydrocarbon fuels. A lower reaction temperature in step (iii) may be advantageous to minimize heavy ends byproduct formation, by conducting the first reaction initially at a low temperature. This has been observed to result in an intermediates stream which is rich in diols and polyols, but essentially free of non-hydrogenated monosaccharides which otherwise would serve as heavy ends precursors. The subsequent conversion of mostly solubilized intermediates can be done efficiently at a higher temperature, where residence time is minimized to avoid the undesired continued reaction of monooxygenates to form alkane or alkene byproducts. In this manner, overall yields to desired monooxygenates may be improved, via conducting the conversion in two or more stages.
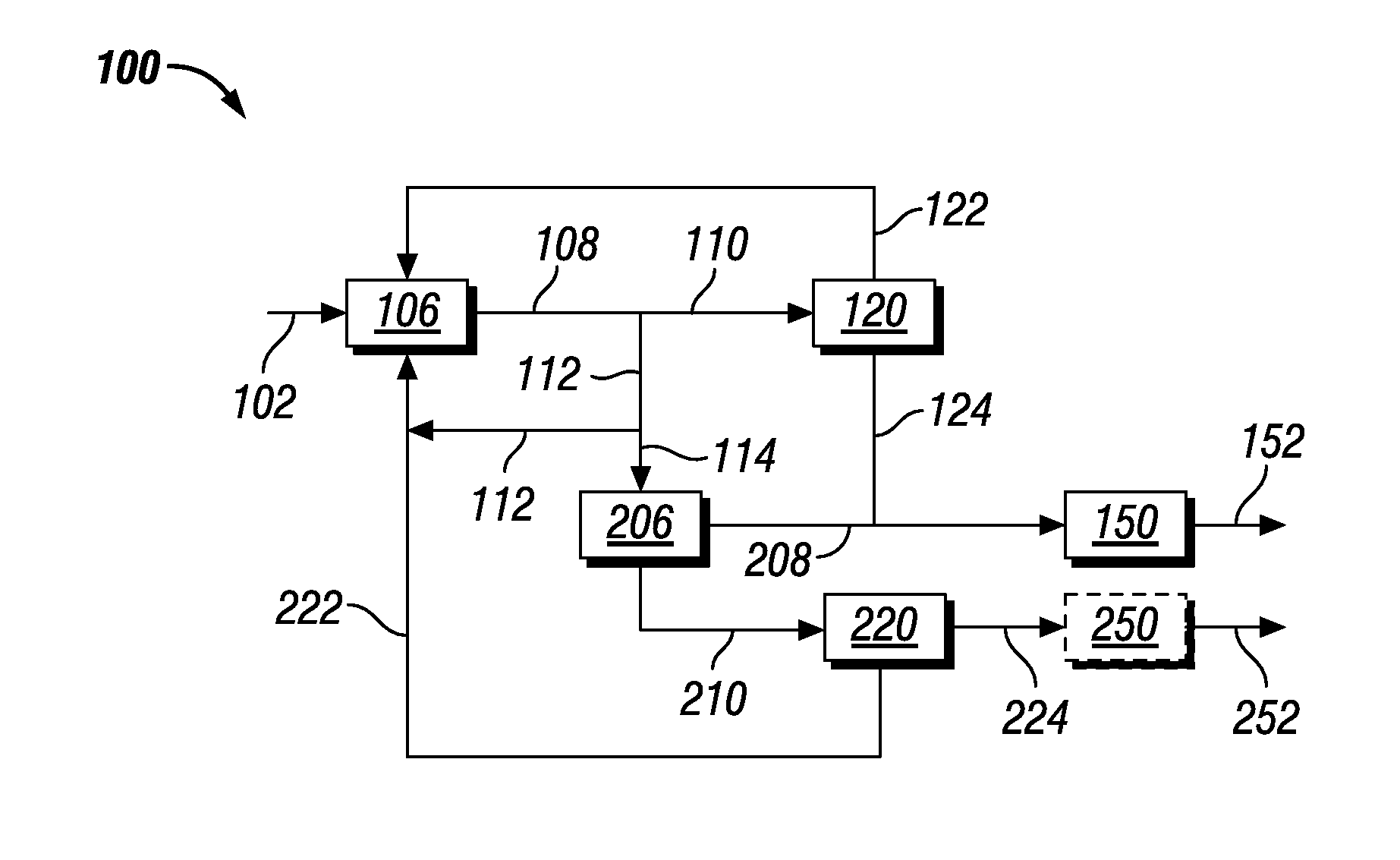
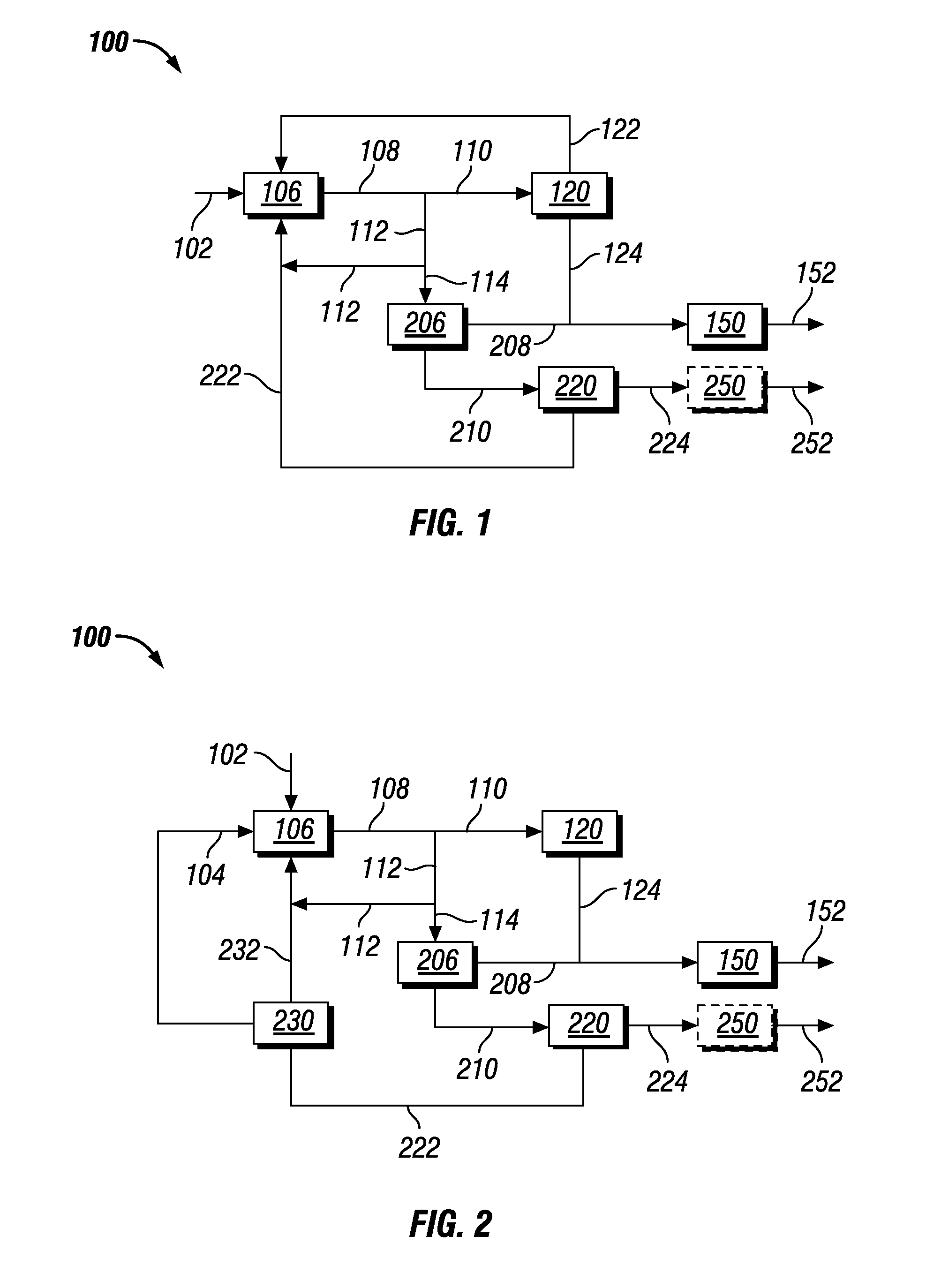
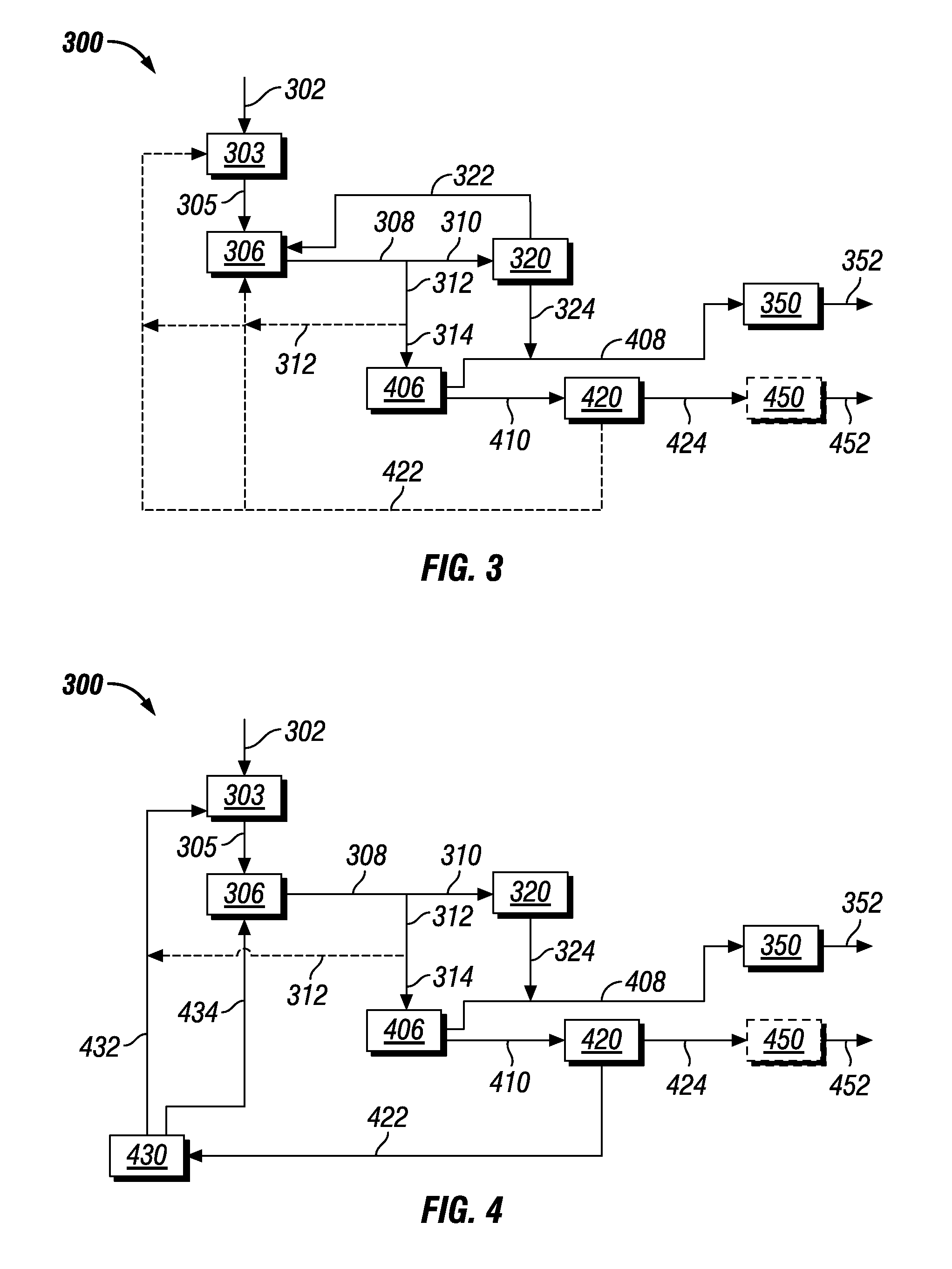
[0022]FIG. 1 illustrates an embodiment of a process 100 according to the present invention. Another embodiment is illustrated in FIGS. 2, 3, and 4. FIG. 1 is a process flow diagram of one embodiment of such process.
[0023]In reference to FIG. 1, in one embodiment of the invention process 100, bio-based feedstock stream containing carbohydrates and water 102 from biomass is provided to a first reaction system or zone 106 containing an APR catalyst whereby the carbohydrate is catalytically reacted in the presence of hydrogen which may be at least in part provided via 122 from the second reaction system or zone 120 in the presence of the APR catalyst at a temperature in the range of 120° C. to 280° C. and in the range of 0.1 to 150 bar of hydrogen to produce a first intermediate stream 108 containing at least 5 wt %, preferably at least 10 wt %, based on the total oxygenates content, of glycols, that comprises ethylene glycol (EG) and 1,2-propylene glycol (PG), and other monooxygenates, and at least a first portion of the first intermediate stream 110 is provided to a second reaction system 120 containing an APR catalyst whereby the first intermediate stream is contacted with the APR catalyst at a temperature in the range of 160° C. to 280° C. (and in the range of 0.1 to 150 bar hydrogen) to produce a second intermediate stream 124 containing plurality of oxygenated intermediates, and hydrogen recycle stream 122. At least a portion of the hydrogen 122 is provided to the first reaction system as hydrogen source. Then at least a portion of the second intermediate stream 124 is provided to a processing system 150 to produce higher hydrocarbons to form a liquid fuel 152. The liquid fuel is then recovered. At least a portion of a second portion of the first intermediate stream 112 is optionally provided as a recycle stream to the first reaction system. A second portion of the first intermediate stream 114 is provided to a first separation system 206 such as a light ends column that removes a small portion of monooxygenates formed in the first reaction system with water by flashing to provide a glycol enriched stream 210 and monooxygenates-rich stream 208. The glycol enriched stream as a second portion (bottoms) from the first separation system is provided to a second separation system 220, a polyols recovery column, where ethylene glycol (EG) and 1,2-propylene glycol (PG) are separated overhead as glycol stream 224 and heavier stream 222, containing heavier glyols and unconverted carbohydrates (sorbitol), which are recycled back to the feed 102 or the first reaction system 106. The glycol stream may further be finished in a further third separation column 250 to produce finished EG, PG or a mixture of EG and PG product(s) 252. Monooxygenates-rich stream 208 from is also fed to processing system 150 to produce higher hydrocarbons and aromatics to form a liquid fuel.



 Login to View More
Login to View More