Product
fouling reduces the service life, or respectively the
operating time of the infuser container and in particular the centrifugal pump between two cleaning cycles.
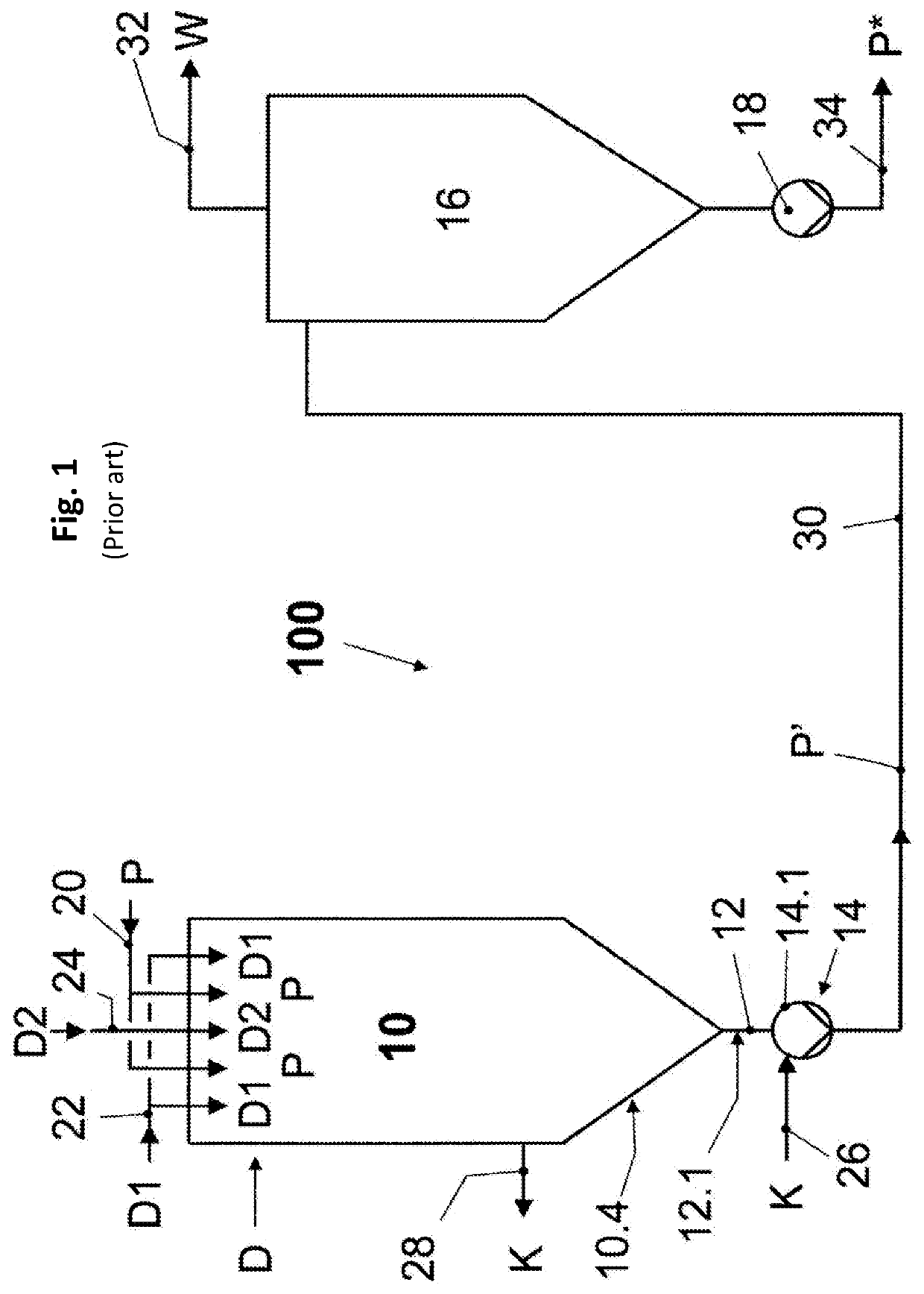
The rotating displacement pump is generally arranged directly at the outlet opening because unproblematic regulation of a desired minimum fill level in the infuser container is possible due to the specific rotary-speed-dependent volumetric flow of this pump type.
A fluctuating fill level in the bottom region of the infuser container leads to an undesirable and undefined dwell time at that location; a lowering of the fill level to the entrance of the centrifugal pump can cause vapor to be sucked into the centrifugal pump and hence can cause undesired
cavitation.
Undefined dwell times and
cavitation cause a reduction in the quality of the liquid food product.
However, a centrifugal pump is also claimed without indicating how this centrifugal pump is designed.
For example, when directly heating very heat-sensitive liquid
food products in an infuser container and then discharging the heated liquid
food products out of the infuser container by means of a downstream centrifugal pump of the usual design, i.e., hydraulically optimized design, it was revealed that this centrifugal pump becomes clogged within a very short time, that is, clogged within seconds to a few minutes,
by product fouling, and therefore stops operating.
A satisfactory solution remains unknown for the specific design of a centrifugal pump in a
system for treating heat-sensitive liquid
food products in which the latter undergo
direct heating by means of culinary steam.
With this type of control and / or regulation, it was revealed that fill level fluctuations in the drainpipe unavoidably occur and cannot be prevented.
If the fill level is too high, then the
exposure time of the liquid food product to the steam is insufficient with this necessarily reduced drop height, the desired product temperature
setpoint is not reached, and vapor bubbles inclusions remain in the insufficiently heated liquid food product.
If a fill level is too low, on the one hand the product temperature
setpoint is exceeded, and on the other hand the danger exists of vapor being sucked into the centrifugal pump which can produce
cavitation there with harmful consequences to the liquid food product and the centrifugal pump.
Vapor bubble inclusions from fluctuations in the fill level and hence dwell time lead to increased product fouling, in particular on the blades of the centrifugal pump.
Product fouling generally causes a shortening of the operating phase of the system, wherein the duration of the operating phase is also termed the service life of the system.
Cooling these regions causes a lengthening of the service life but cannot prevent product fouling on the blades of the centrifugal pump; instead, it can only inhibit the growth of product fouling.
This product fouling necessarily yields a reduction of the
throughput of the centrifugal pump because passage cross-sections constrict, and friction resistances in the regions of the flow close to the wall increase, which further enhances the fill level fluctuations and hence dwell time fluctuations in the relevant parts of the system which are already problematic.



 Login to View More
Login to View More  Login to View More
Login to View More