Resistance projection welding system and method for welding a fastener element to a workpiece
a technology of resistance projection and welding system, which is applied in the field of resisting projection weld nut welding system and method, can solve the problems of projection weld nut not being known when a projection weld nut is used, inability to extend the bolt through the aperture of the workpiece, and uneven surface of the projection weld nut inadequately penetrates the workpiece, so as to prevent the shorting of the welding electrod
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
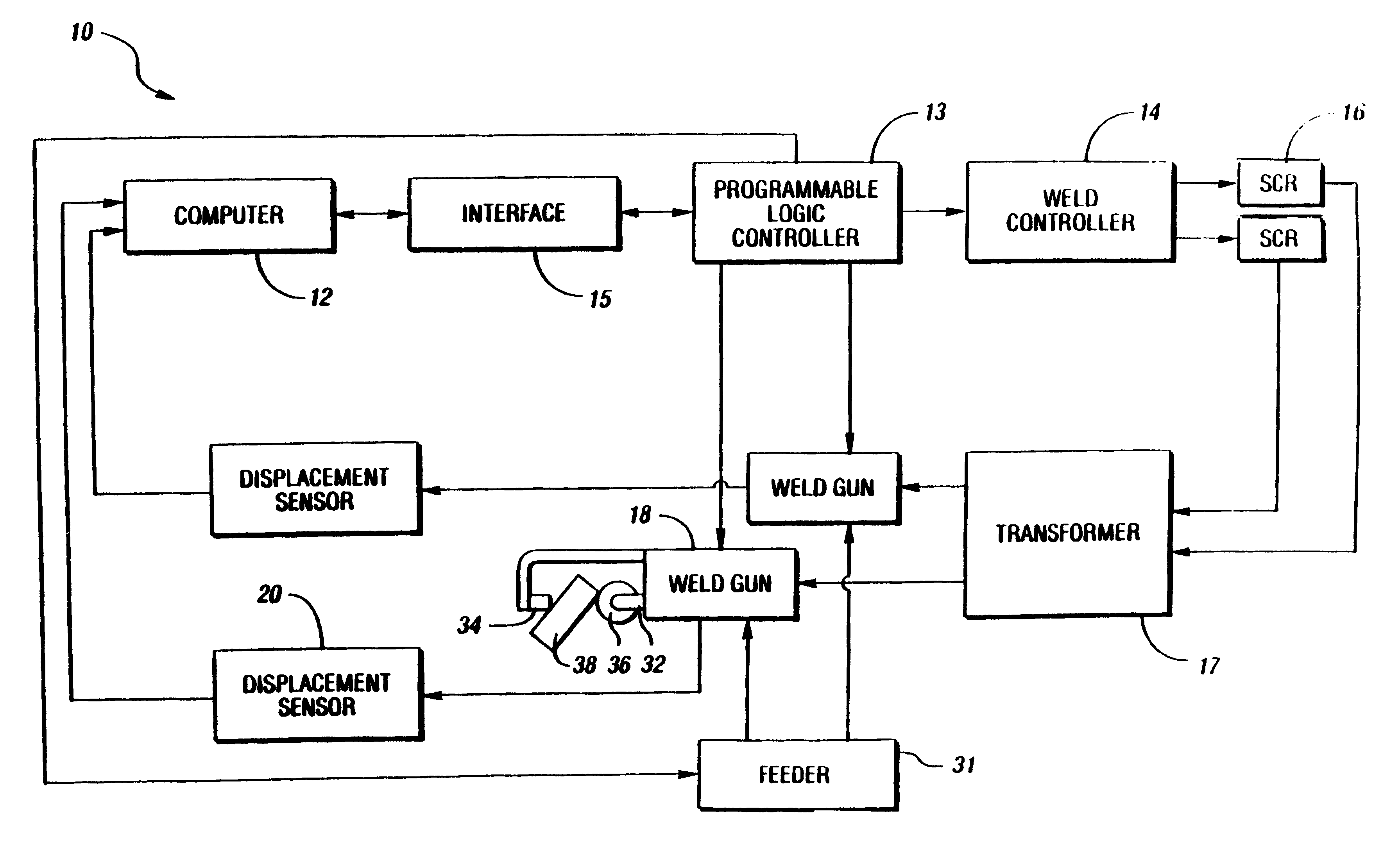
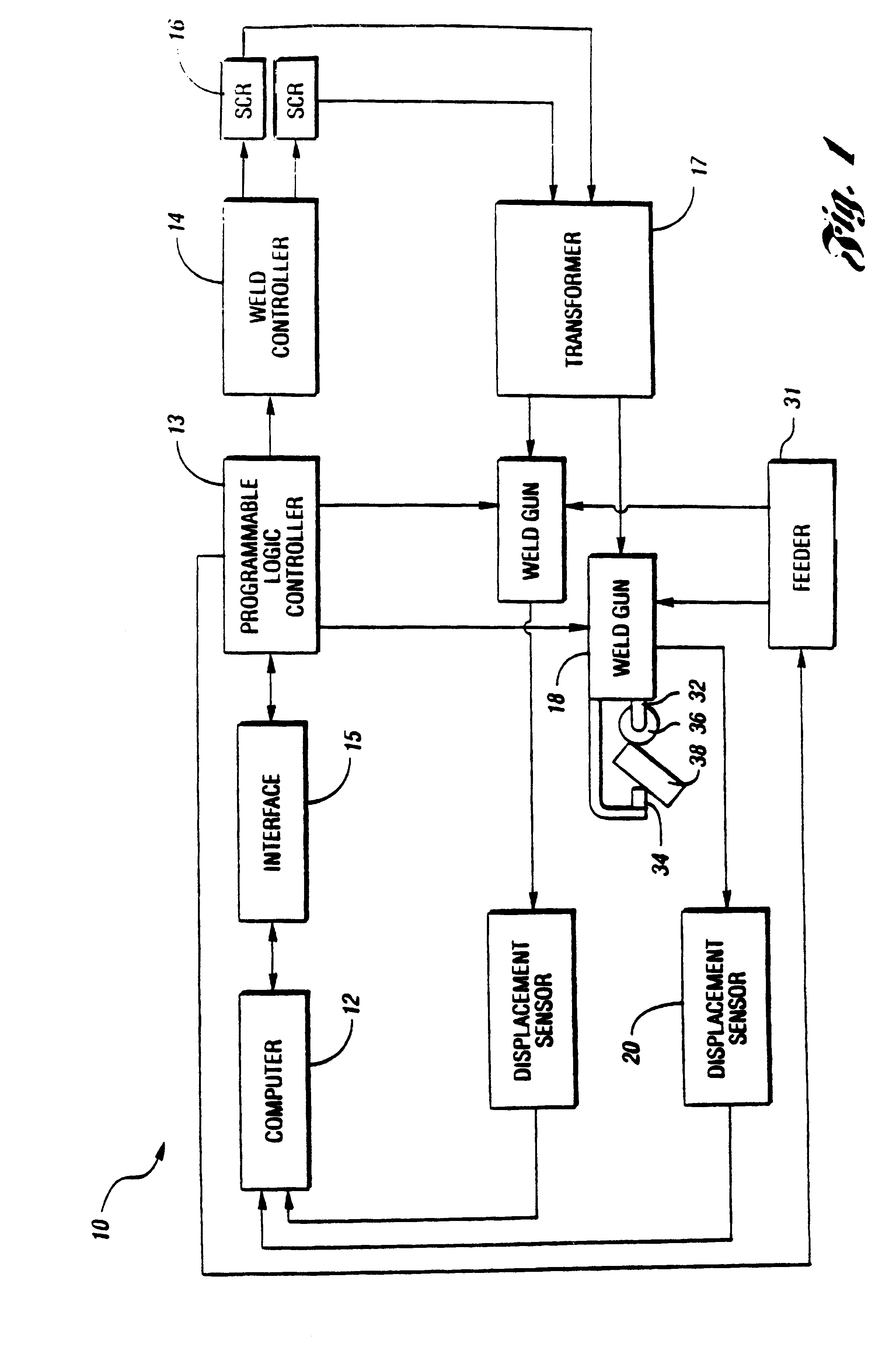
FIG. 1 illustrates a block diagram of a resistance projection welding system 10. Welding system 10 includes a computer 12, a programmable logic controller (PLC) 13, a weld controller 14, an interface 15, a silicon controlled rectifier (SCR) 16, a transformer 17, a weld gun 18, and a displacement sensor 20. As is well known in the art, welding system 10 includes many readily available components. For example, PLC 13 may be obtained from a manufacturer such as Allen Bradley. Weld controller 14 is manufactured by Weltronics, Medar, or Square D. Farrah makes SCR 16. Roman produces transformer 17 and weld gun 18 can be obtained from Milco, Savair, Grossel, OHMA or Centerline.
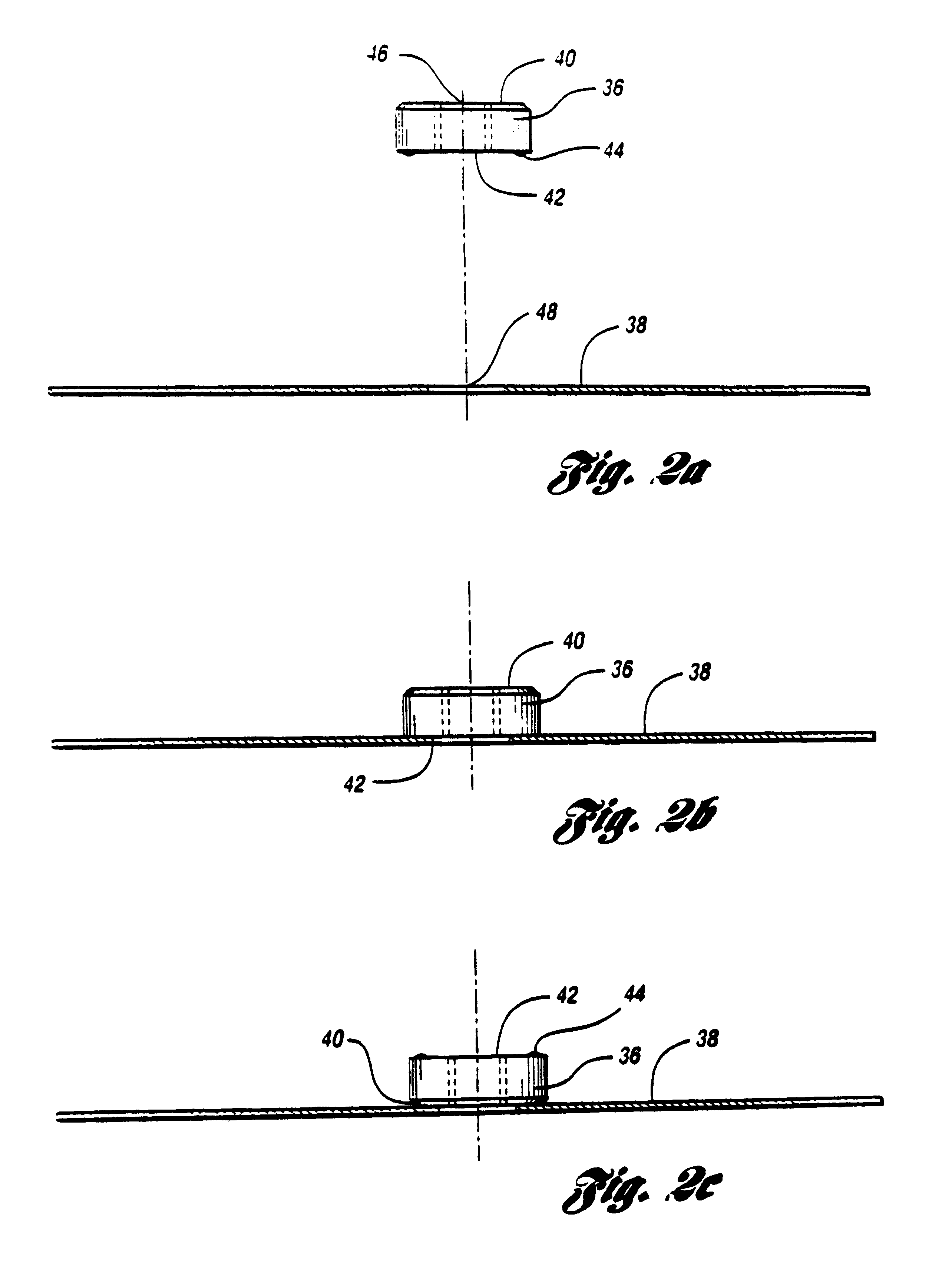
Weld gun 18 has a first electrode 32 and a second electrode 34. First electrode 32 engages a projection weld nut 36. Second electrode 34 engages a workpiece 38. Projection weld nut 36 is to be welded onto workpiece 38. As is known in the art, weld gun 18 may be a single electrode system.
According to the preferred pro...
PUM
| Property | Measurement | Unit |
|---|---|---|
| distance | aaaaa | aaaaa |
| power | aaaaa | aaaaa |
| welding power | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More