

Golf club head and manufacturing method thereof
A technology of golf balls and manufacturing methods, which is applied to golf balls, golf clubs, rackets, etc., can solve the problems of increased spacing, reduced overall volume, and impact on the structural stability of golf club heads, and achieves optimal integration and improved The effect of correctness and efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0041] Before the present invention is described in detail, it should be noted that in the following description, similar elements are denoted by the same reference numerals.
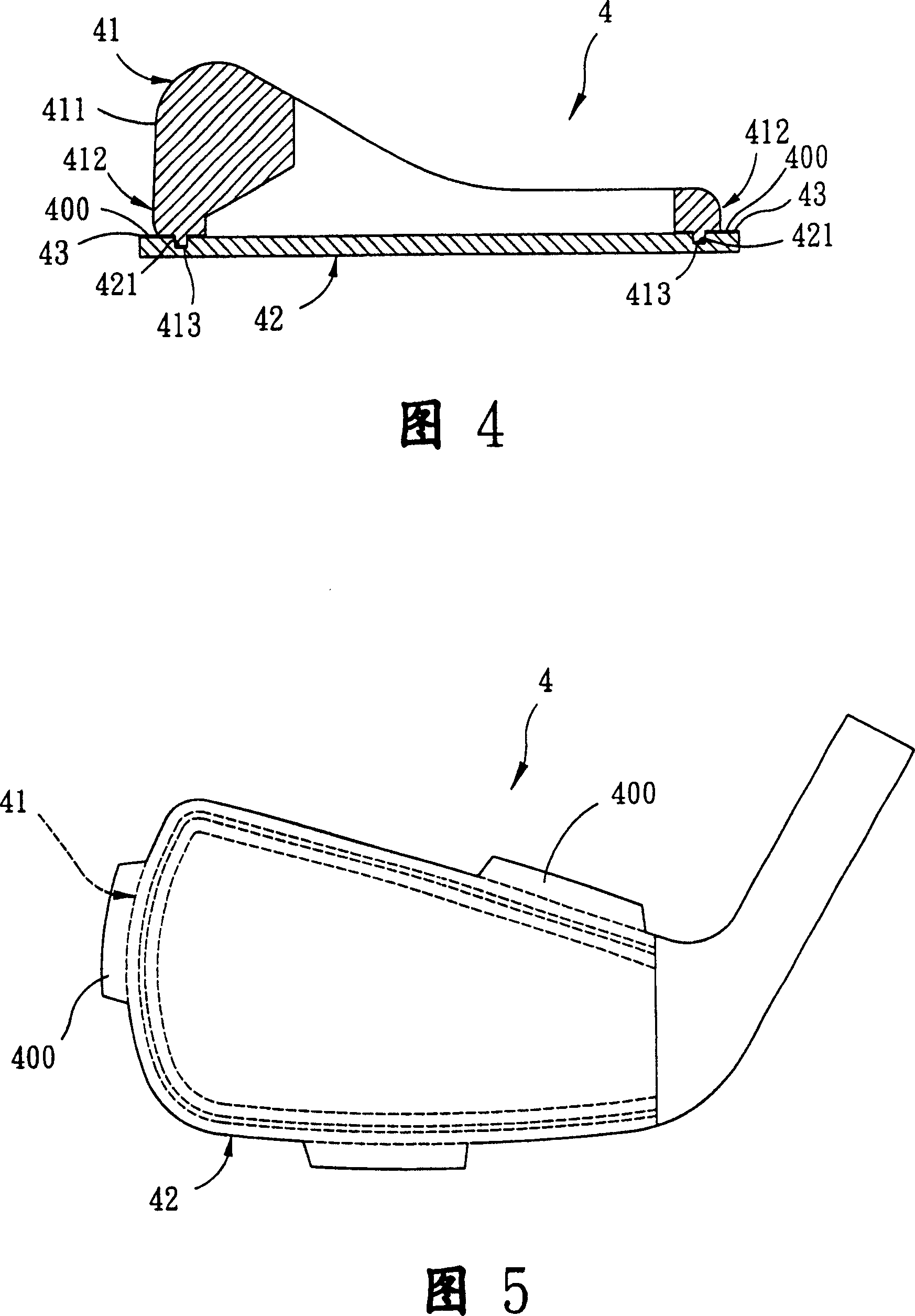
[0042] Referring to FIGS. 4 and 5 , a preferred embodiment of the golf club head 4 of the present invention is an iron club head, including: a shell 41 , a striking panel 42 , and most brazing materials 43 . The shell 41 , the striking panel 42 and the brazing material 43 are all made of different metal materials, and the melting point of the brazing material 43 is lower than that of the shell 41 and the striking panel 42 .
[0043] The housing 41 has a body 411, a joint portion 412 surrounding the periphery of the body 411 (because the joint portion 412 is in a circular shape, so the side sectional view of FIG. 4 shows two joint portions 412), and a The joint portion 412 defines an opening 413 tapering from outside to inside. The striking panel 42 closes the opening 413 of the housing 41 , and a recei...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More