

Cold air dynamical spray-painting method and apparatus of delivering powder through down stream
A cold air power spraying, downstream technology, applied in spraying devices, liquid spraying devices, devices for coating liquids on surfaces, etc. Complex maintenance, high safety requirements, and favorable effect of powder feeding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
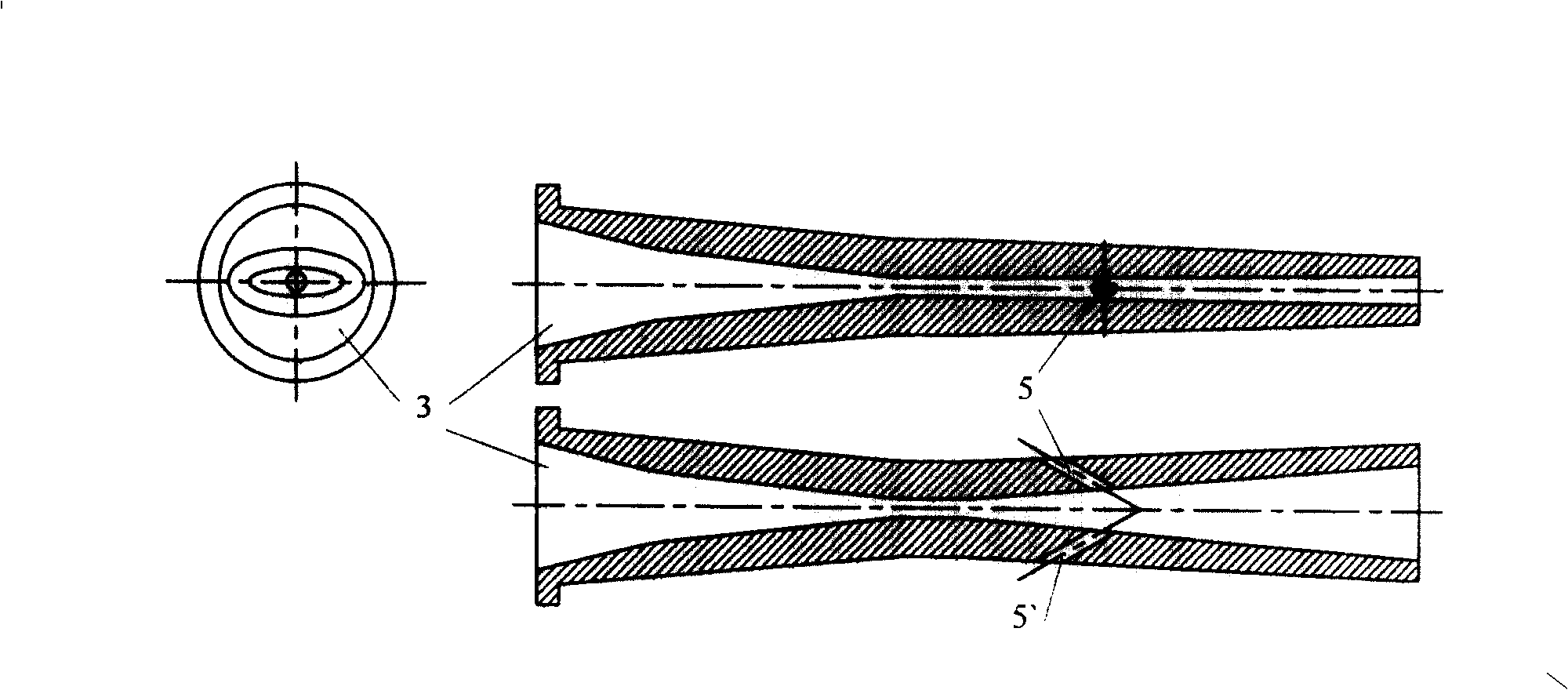
[0033] Nitrogen is used as the working gas, the particle diameter of the copper powder to be sprayed is 10 μm to 30 μm, and the substrate is an aluminum plate. The working gas pressure at the nozzle inlet is 2.5MPa and the temperature is 380°C. Using a high-pressure powder feeder, the pressure of the carrier gas is slightly higher than 2.5MPa. Nozzles in the form of figure 2 As shown, the diameter of the throat is Φ2.5mm, the outlet is elliptical, the major and minor axes of the ellipse are 14mm and 4mm respectively, and the length of the divergent section is 65mm. The side walls on both sides of the central axis of the nozzle flow channel have a pair of powder feeding holes symmetrically distributed relative to the central axis of the flow channel. The diameter of the powder feeding hole is Φ2.1mm, the axis is at an angle of 45° to the central axis of the nozzle, and the outlet is 20mm away from the throat. The result of spraying is: the deposition rate is about 75%, and t...
Embodiment 2
[0035] Nitrogen is used as the working gas, the particle diameter of the copper powder to be sprayed is 20 μm to 45 μm, and the substrate is an aluminum plate. The working gas pressure at the nozzle inlet is 3.5MPa and the temperature is 400°C. Using a high-pressure powder feeder, the pressure of the carrier gas is slightly higher than 3.5MPa. Nozzles in the form of figure 1 As shown, the diameter of the throat is Φ2.7mm, the outlet is an ellipse-rectangular combination (perfect circle-rectangle combination), the major and minor axes of the ellipse are 6mm and 6mm (diameter of a perfect circle), respectively, forming a rectangle of the inner wall contour of the nozzle outlet The side length is 3.9mm, and the length of the diverging section is 120mm. There are two powder feeding holes on the side wall on one side of the central axis of the nozzle flow channel. The diameter of the powder feeding hole is Φ2.1mm, and the axis is at an angle of 60° to the central axis of the nozz...
Embodiment 3
[0037] Nitrogen is used as the working gas, the particle diameter of the copper powder to be sprayed is 50 μm to 75 μm, and the substrate is an aluminum plate. Using a conventional powder feeder, the pressure of the carrier gas is 0.4MPa. The working gas pressure at the nozzle inlet is 3.0MPa, and the temperature is 500°C. The throat diameter of the nozzle is φ3.0mm, the outlet is elliptical, the major and minor axes of the ellipse are 13.7mm and 4mm respectively, and the length of the divergent section is 200mm. There is a powder feeding hole on the side wall on the side of the central axis of the nozzle flow channel. The diameter of the powder feeding hole is Φ2.5mm, the axis and the nozzle central axis form an angle of 30°, and the outlet is 75mm away from the throat. The result of spraying is: the deposition rate is about 70%, and the coating is uniform and good.
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More