

Radial ply tyre carcass tyre facing stepwise molding sulfuration process
A technology for radial tires and treads, which is applied in the field of step-by-step molding and vulcanization of radial tire carcass treads, can solve problems such as tread pattern molding, and achieve the effects of improved tread rubber performance, simple manufacturing process, and easy selection
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] Taking the 36.00R51 giant off-road tire as an example, in the current general production situation, after the carcass is formed, 800kg of tread rubber is pasted, and a flexible mold is used for forming and vulcanization. It is 2900-3000mm, and the tread rubber and belt layer need to stretch 115-165mm outward in the diameter direction, so as to reach the surface of the pattern module of the flexible mold and form the pattern block. After the belt layer is expanded in this way, it is difficult to ensure the performance of the belt layer.
[0022] The step-by-step molding vulcanization process embodiment 1 step of this radial tire carcass tread is as follows:
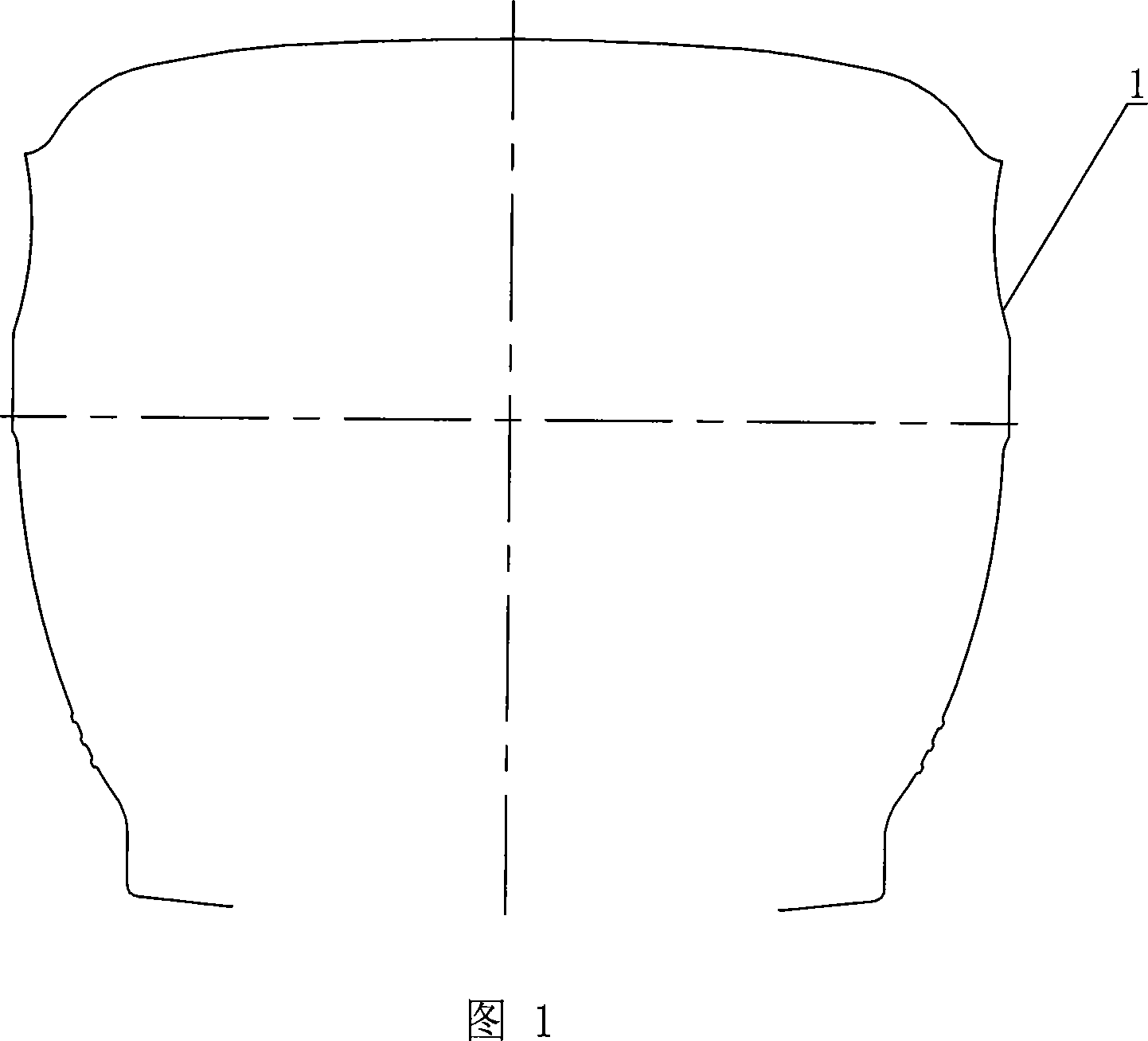
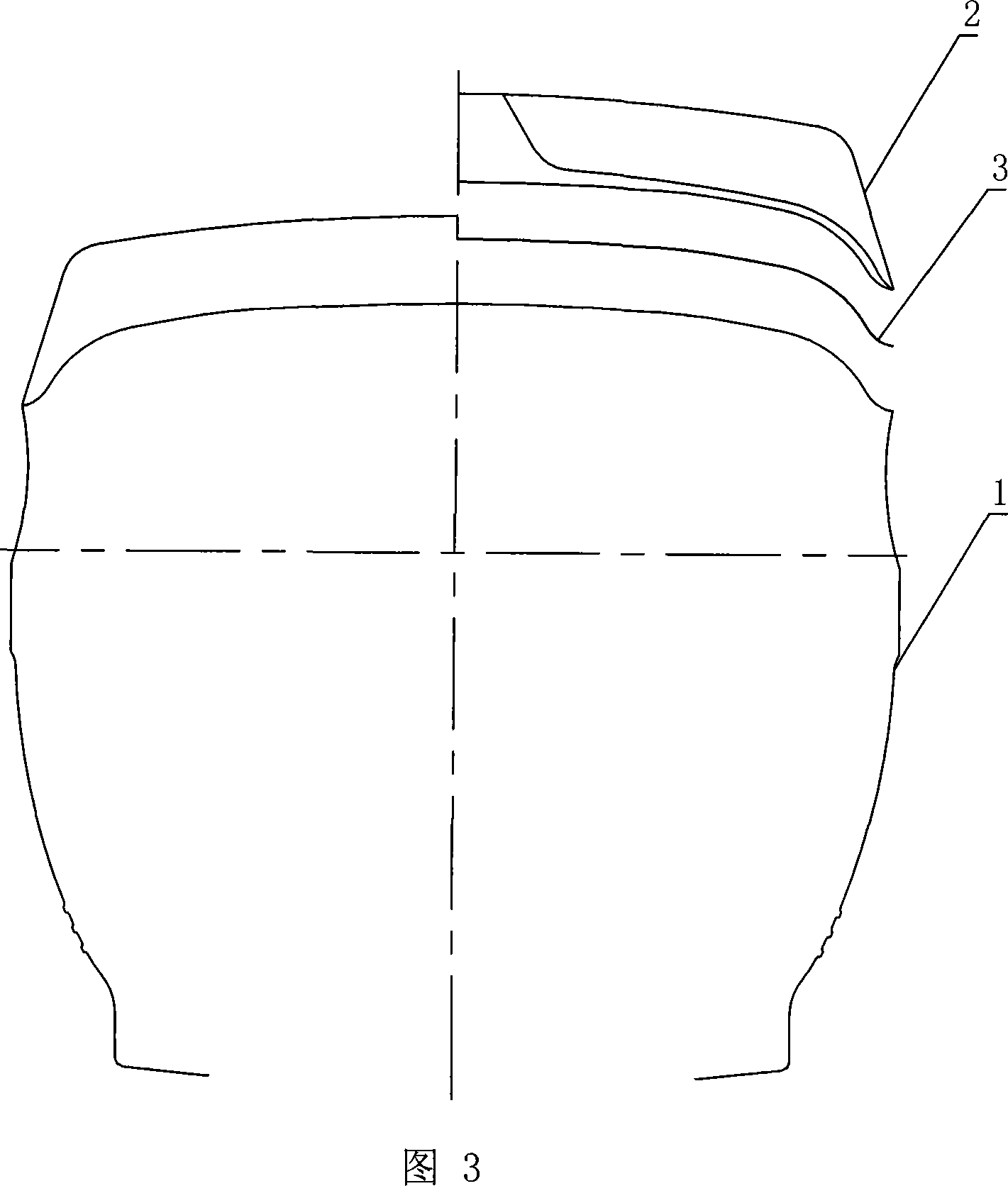
[0023] I. Tire carcass 1 is formed according to the common production method, but it does not fit 800kg of tread rubber. The weight of the green tire is 2200kg. The outer diameter is 3030mm and the two halves of the mold without pattern are used for pre-vulcanization. The schematic diagram of the green tire is shown...
Embodiment 2
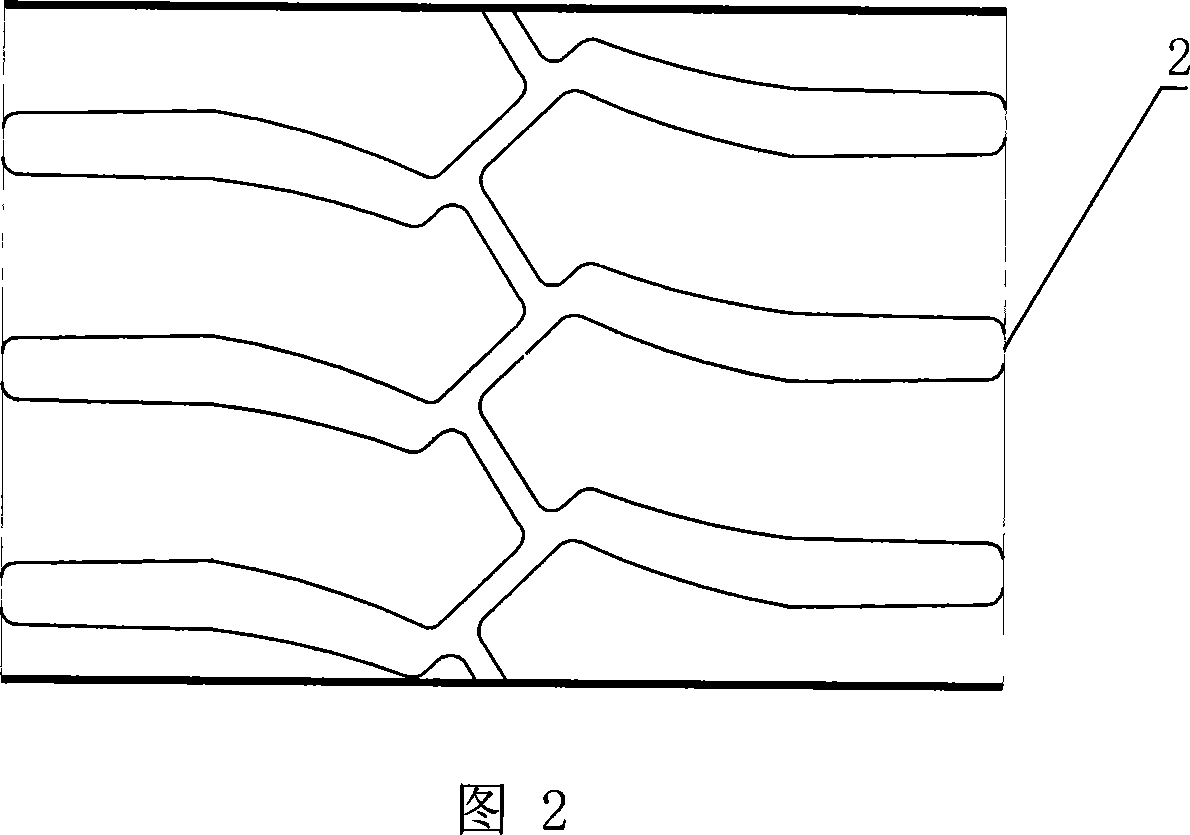
[0029] The procedure of this example is the same as that of Example 1, but in step II, the tread is divided into two types of tread rubber blocks 2 with different sizes, wherein the small blocks contain One pattern weekly section, the large block contains two pattern weekly sections, each with 12 pieces, the dividing line of the tread is a broken line or a curve, that is to say, the dividing surface is a folded surface or a curved surface. The dividing line is located on the tread blocks to increase the bonding area between the tread rubber blocks 2 and increase the mutual bonding force, as shown in FIG. 4 .
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More