

Rolling process of composite brazing aluminium foil with high brazing performance
A processing technology and composite aluminum technology, which is applied in the field of material rolling and forming, can solve the problems affecting the performance of radiators, high temperature softening deformation, low brazing performance, etc., and achieve low sag value, small erosion degree, and brazing performance excellent effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
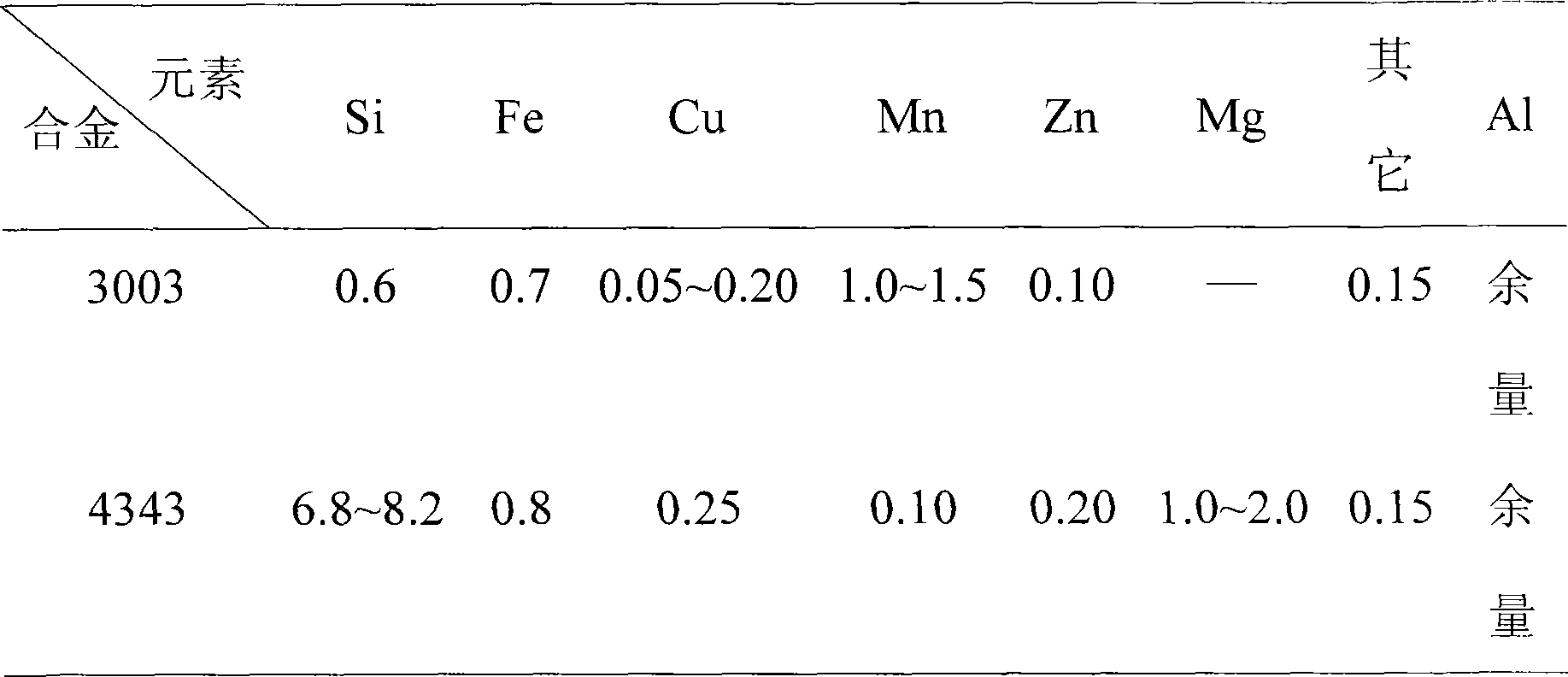
[0018] The selected core plate material is 3003 aluminum alloy as the base material, and the cladding alloy material of the cladding plate is 4343 aluminum alloy. The chemical compositions of these two materials are shown in Table 1.
[0019] Table 1 Chemical composition of 3003 and 4343 aluminum alloys
[0020] After cleaning the surface of the core plate and cladding plate by chemical method or physical method, carry out symmetrical cladding at a cladding rate of 13-17%, and after heating, control the hot rolling process to achieve good hot rolling compounding.
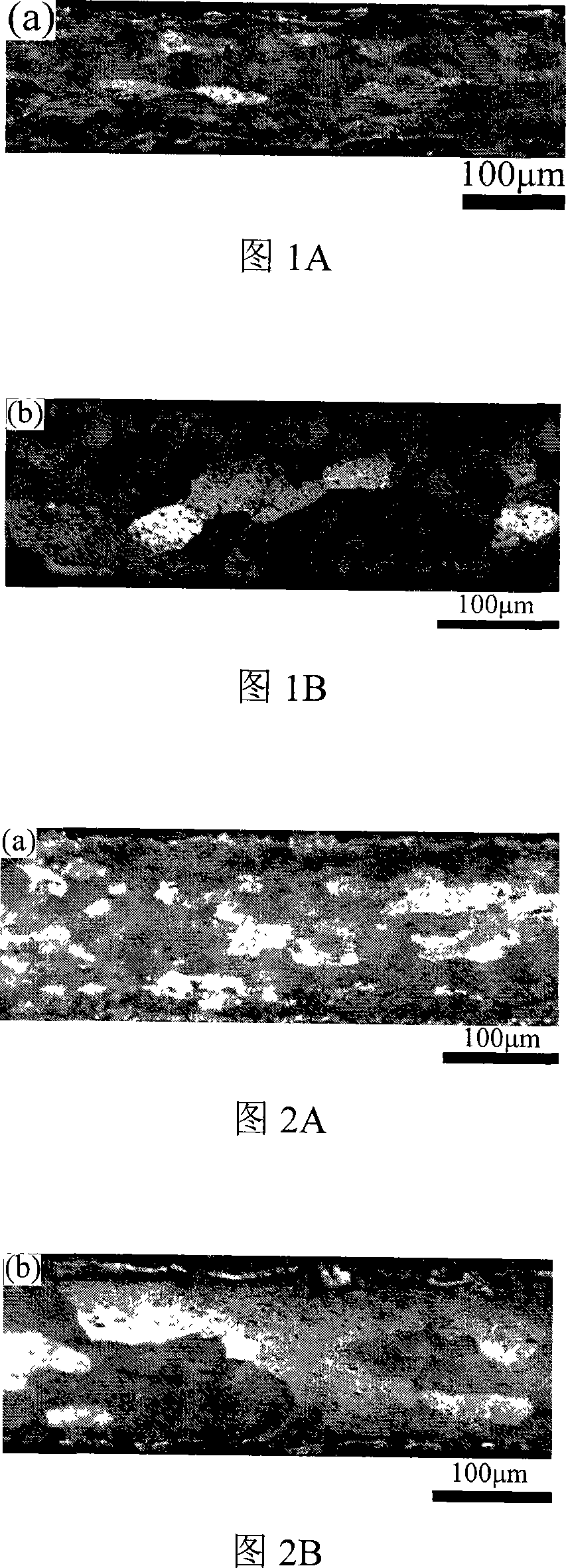
[0021] The hot-rolled clad plate is cold-rolled to 0.18mm, held at 380°C for 120min, and then cold-rolled into a 0.11mm composite aluminum brazing foil with a processing rate of 38.8%. The photo of its structure is shown in Figure 1A, from which it can be seen It can be seen that the grains of the foil are larger.
[0022] After the foil material is annealed at 610°C×5min in a standard anti-sag test device, its ...
Embodiment 2
[0024] The processes of alloy material, surface cleaning treatment, cladding operation, heating and hot-rolling compounding are the same as those in Example 1.
[0025] The hot-rolled composite plate is cold-rolled to 0.2mm, kept at 400°C for 80 minutes, and then cold-rolled into a 0.16mm composite aluminum brazing foil with a processing rate of 20%. The photo of its structure is shown in Figure 2A. It can be seen from the photo The grains of the foil material are relatively small.
[0026] After the foil material was annealed at 610°C×5min in the anti-sagging test device, its structure photo is shown in Figure 2B, which shows that the grain structure of the core material is relatively coarse, and the sag value is 7.3, indicating that its brazing performance and anti-sagging performance are excellent.
Embodiment 3
[0028] The processes of alloy material, surface cleaning treatment, cladding operation, heating and hot-rolling compounding are the same as those in Example 1.
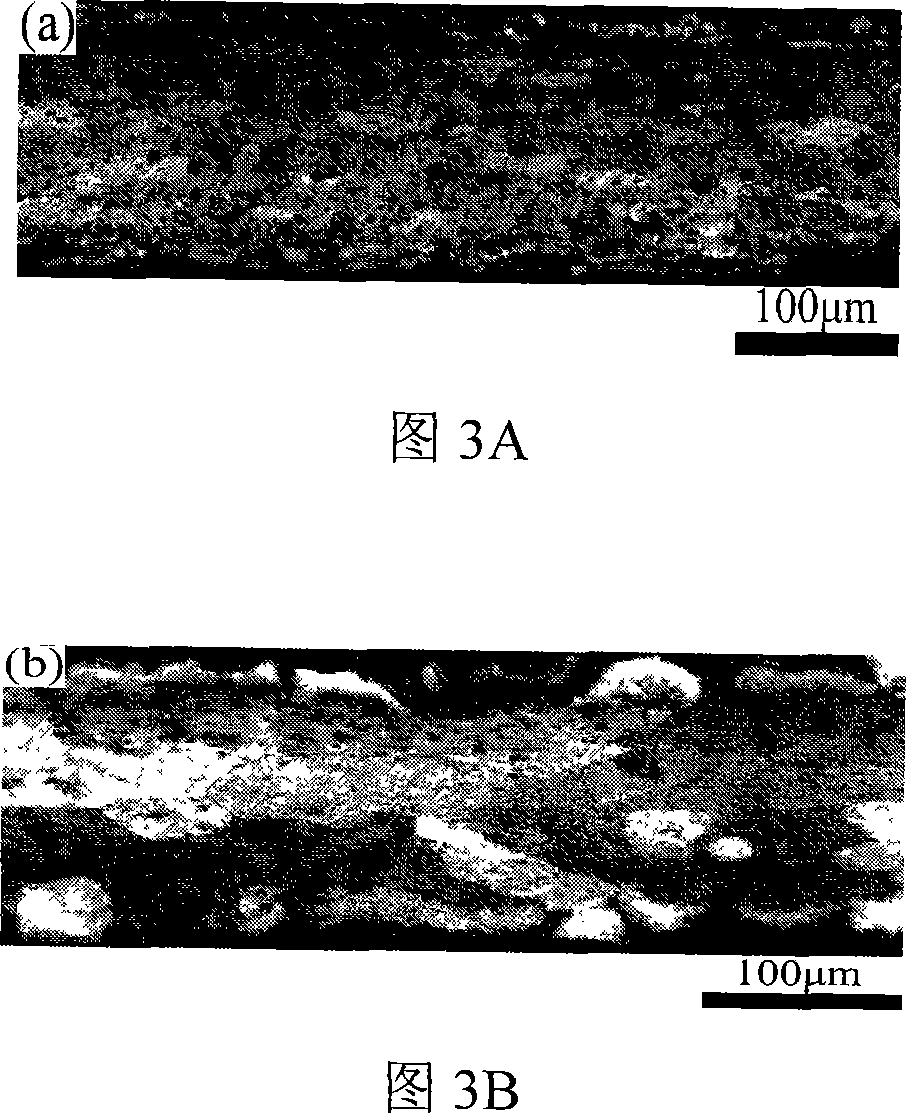
[0029] The hot-rolled composite plate is cold-rolled to 0.26mm, held at 440°C for 60 minutes, and then cold-rolled into a 0.16mm composite aluminum brazing foil with a processing rate of 38.46%. The photo of its structure is shown in Figure 3A. The internal grain structure small.
[0030] After the foil material was annealed at 610°C×5min in the anti-sag test device, its structure photo is shown in Figure 3B. The core material has a large grain structure and a sag value of 8.5, indicating excellent brazing performance and sag resistance.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More