

Processing method of the hot rolling arrived material convexity in the computing of cold rolled sheet shape initialization
A processing method and technology of cold-rolled plates, applied in metal rolling, metal rolling, metal processing equipment, etc., can solve the problems of high price, high cost, complicated maintenance, etc., achieve good plate shape, reduce costs, and save investment Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
[0081] In a three-electric transformation project of a tandem cold rolling mill, the incoming convexity of the roll bending force model has been processed according to the present invention, and the automatic setting of the roll bending force can be realized, and the strip shape is in good condition.
[0082] Examples of convexity processing are as follows:
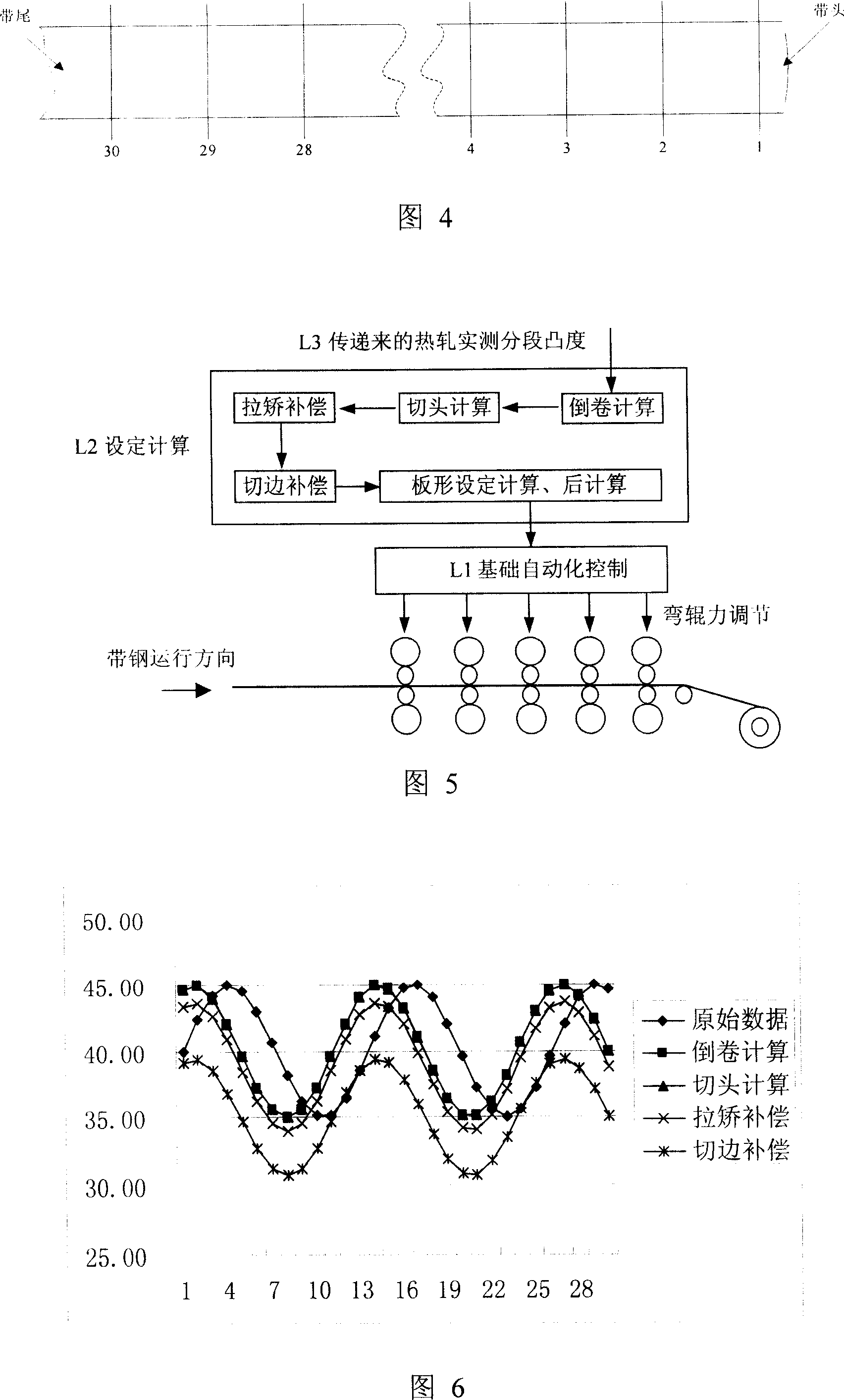
[0083] Assume that the measured crown values of hot rolling are shown in Table 1;
[0084] Table 1
[0085] 40.00
42.39
44.20
44.98
44.54
42.99
40.70
38.24
36.216
35.11
35.20
36.47
38.60
41.07
43.28
44.69
44.94
43.99
42.06
39.62
37.27
35.60
35.00
35.62
37.31
39.66
42.10
44.01
44.95
44.67
[0086] Assume that the total length of the steel coil is 500m, and the cutting head is 10m. Tension and leveling extension 3%, strip wid...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More