

Rear axle housing assembly axle sleeve oil sealed shaft neck surface processing technique
A technology of half-shaft casing and rear axle housing, which is applied in the field of surface processing technology of the half-shaft casing oil seal journal of the full-floating rear axle casing assembly, which can solve the problems of insufficient batch processing, high cost of blades, and low production efficiency. problems, to achieve the effect of meeting processing requirements, low cost and improving product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
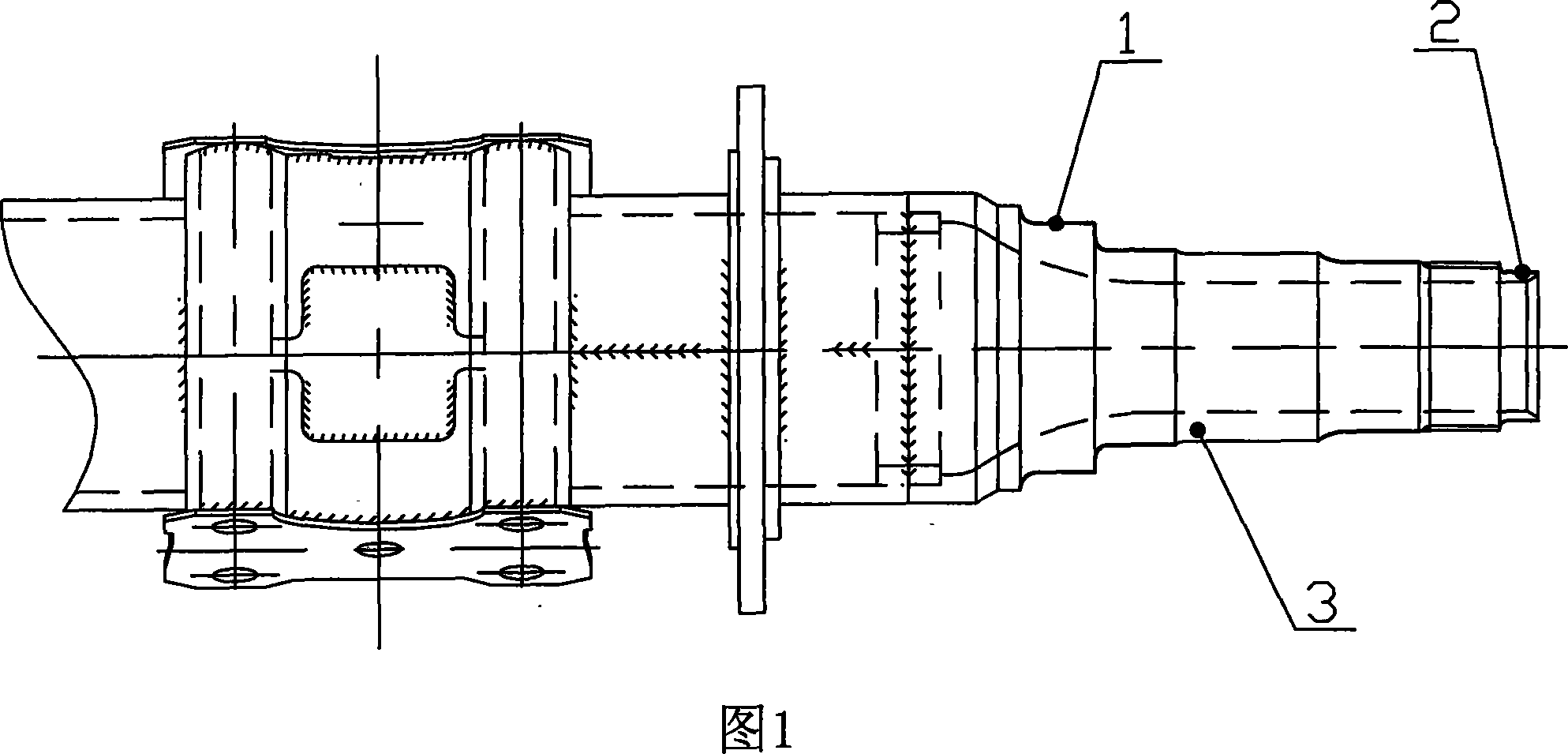
[0009] Example 1: Taking the processing of the rear axle of NKR light truck as an example, it is to process the journals Φ77±0.05, Φ46±0.05 and assemble the inner and outer bearing shafts for the half shaft sleeve of the rear axle housing assembly and the inner and outer oil seal lips. The surface of the neck; the surface roughness of the inner and outer oil seal journals is required to be less than Ra1.6. The best value is between Ra 0.2 and 0.8, and the surface roughness value of the assembled bearing is less than Ra1.6.
[0010] On the CAK6150Dj CNC lathe with a machining length of 1.9 meters, the machining accuracy of the CNC lathe must reach IT6~IT7 precision. The NKR rear axle housing assembly that has been semi-finished is clamped, and the spindle end is clamped with a three-jaw chuck. Tighten the outer circle of the half-shaft sleeve 3, and the other end adopts a high-precision top to tighten the chamfered cone surface of the hole of the half-shaft sleeve 3, and then p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More