

Process for manufacturing medial wall concave block in LZC oil sump
A manufacturing method and oil pan technology are applied to the manufacturing field of inner side wall concave blocks, which can solve the problems of increasing the labor intensity of operators, slow die-casting rhythm, and inability to fall off, and achieve stable and reliable product quality, good production safety, and production efficiency. Efficiency improvement effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] Below in conjunction with accompanying drawing and specific embodiment the present invention is described in further detail:
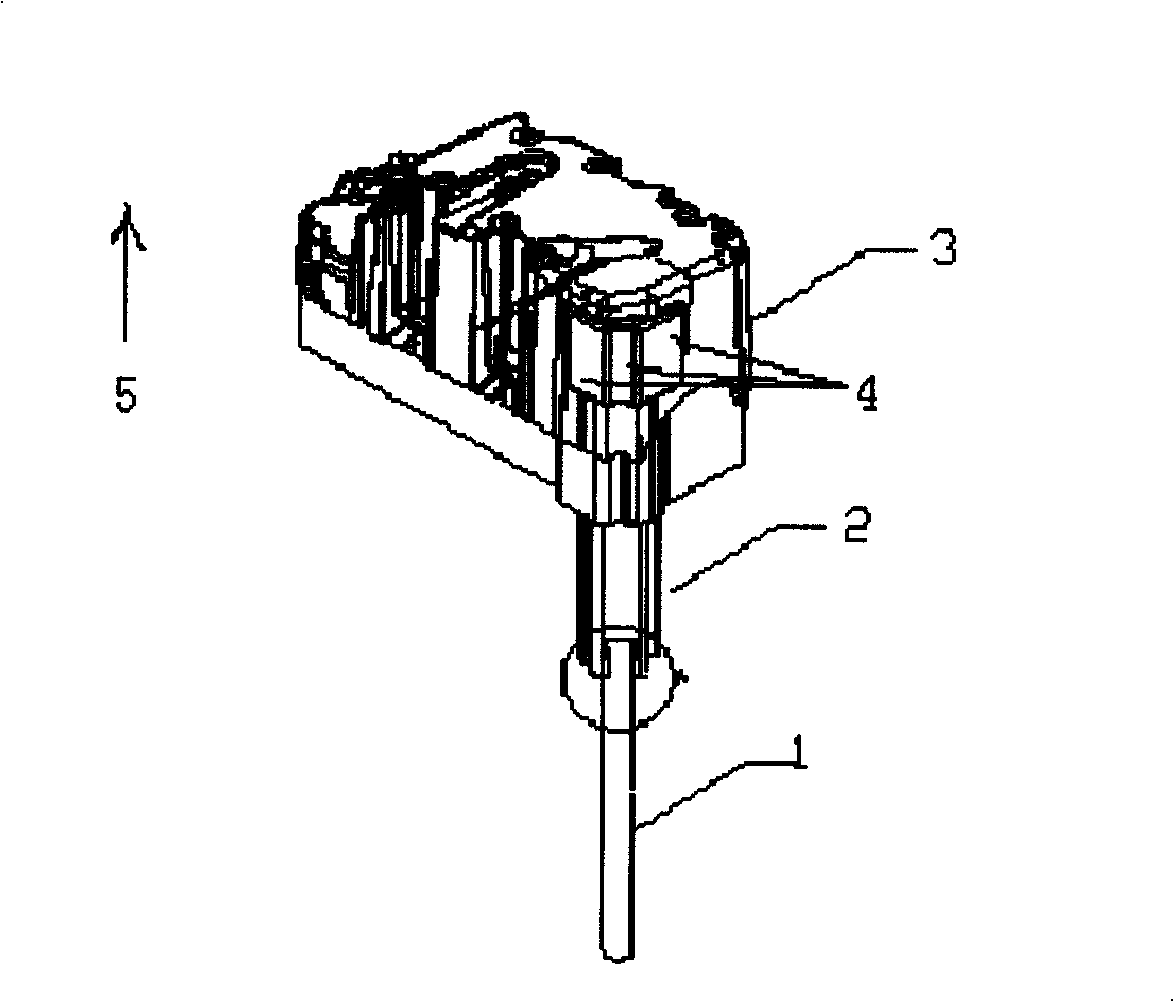
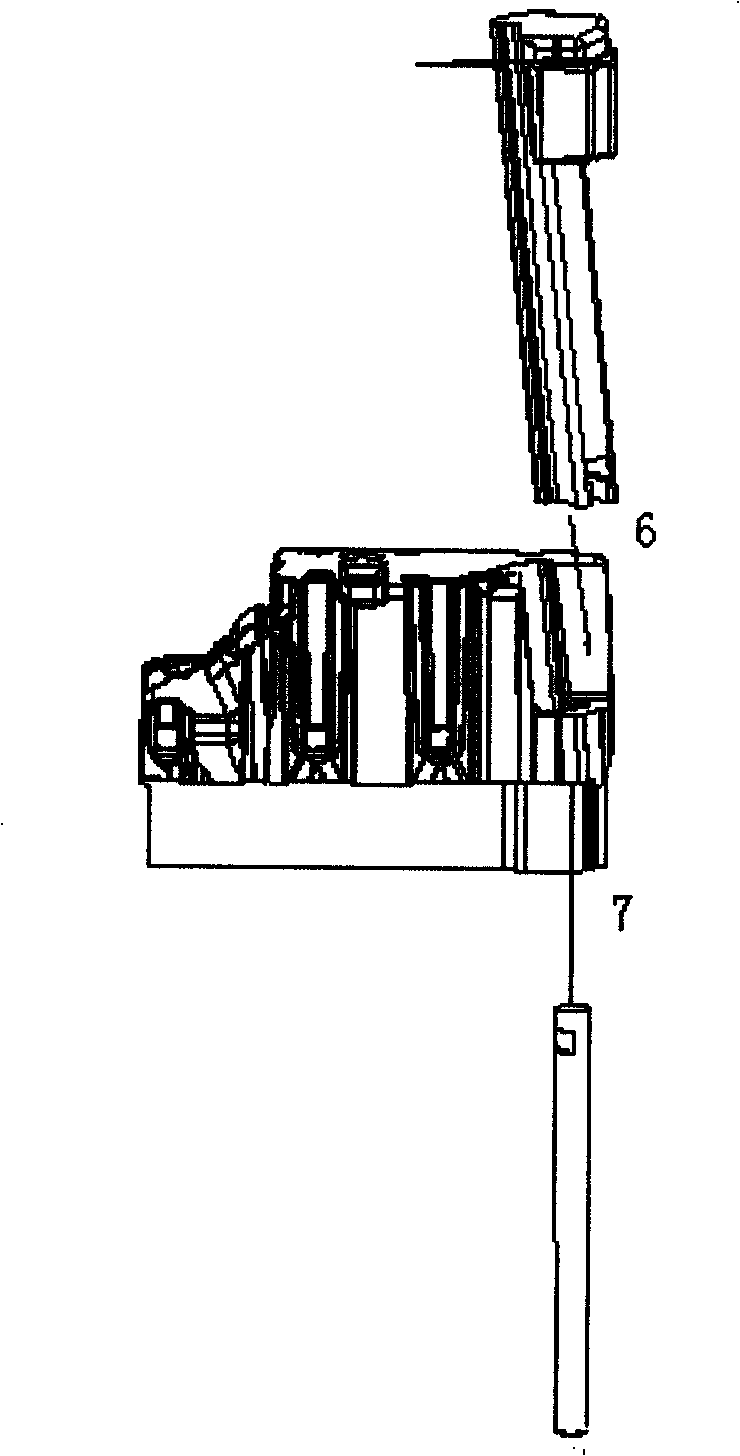
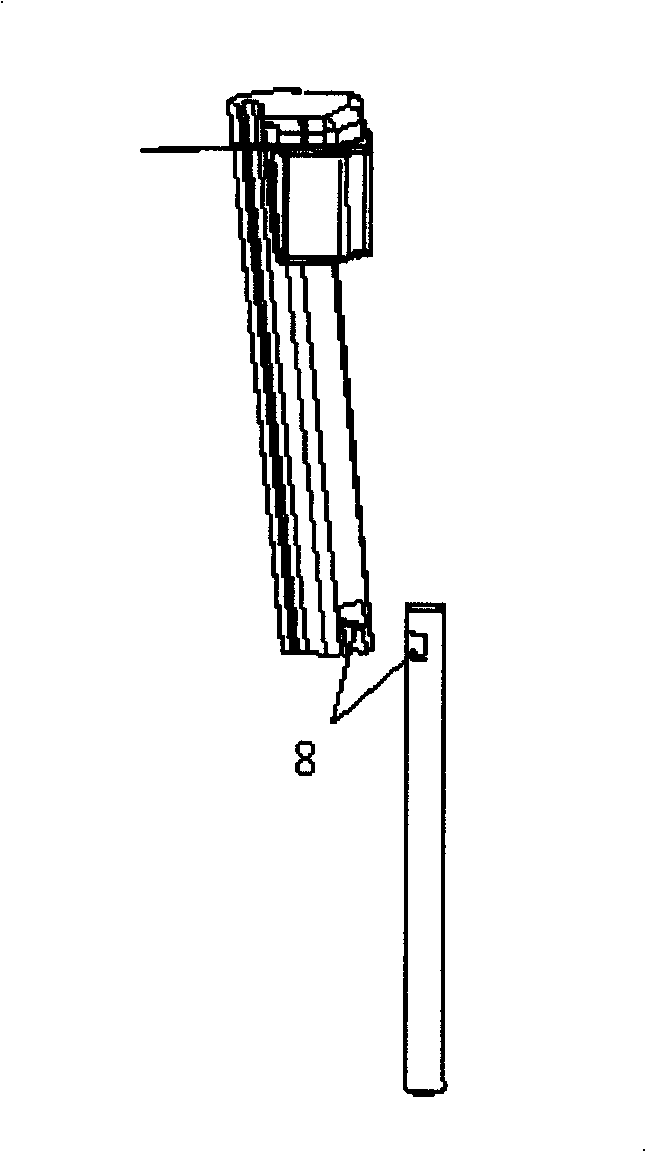
[0016] Depend on figure 1 , figure 2 , image 3 Visible, in figure 1 Middle: push rod 1, inclined top block 2, movable mold insert 3, plane protruding part 4 that causes the barb on the inner wall of the casting at 3, casting direction 5; in figure 2 Middle: downward assembly direction 6, upward assembly direction 7; in image 3 Middle: keyway fit 8.
[0017] When the mold is opened, the push rod is moved vertically upwards by the push plate. Since the top of the push rod 1 is connected with the slanting block 2 by a key, the slanting block 2 will translate to the inside during the rising process to reach the slanting block. When the block exits the barb part of the casting, the casting can be taken out; when the mold is closed, the push rod is moved vertically downward by the push plate, and the inclined top block returns to the original...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More