

Preparation method of tungsten billet for rolled plate
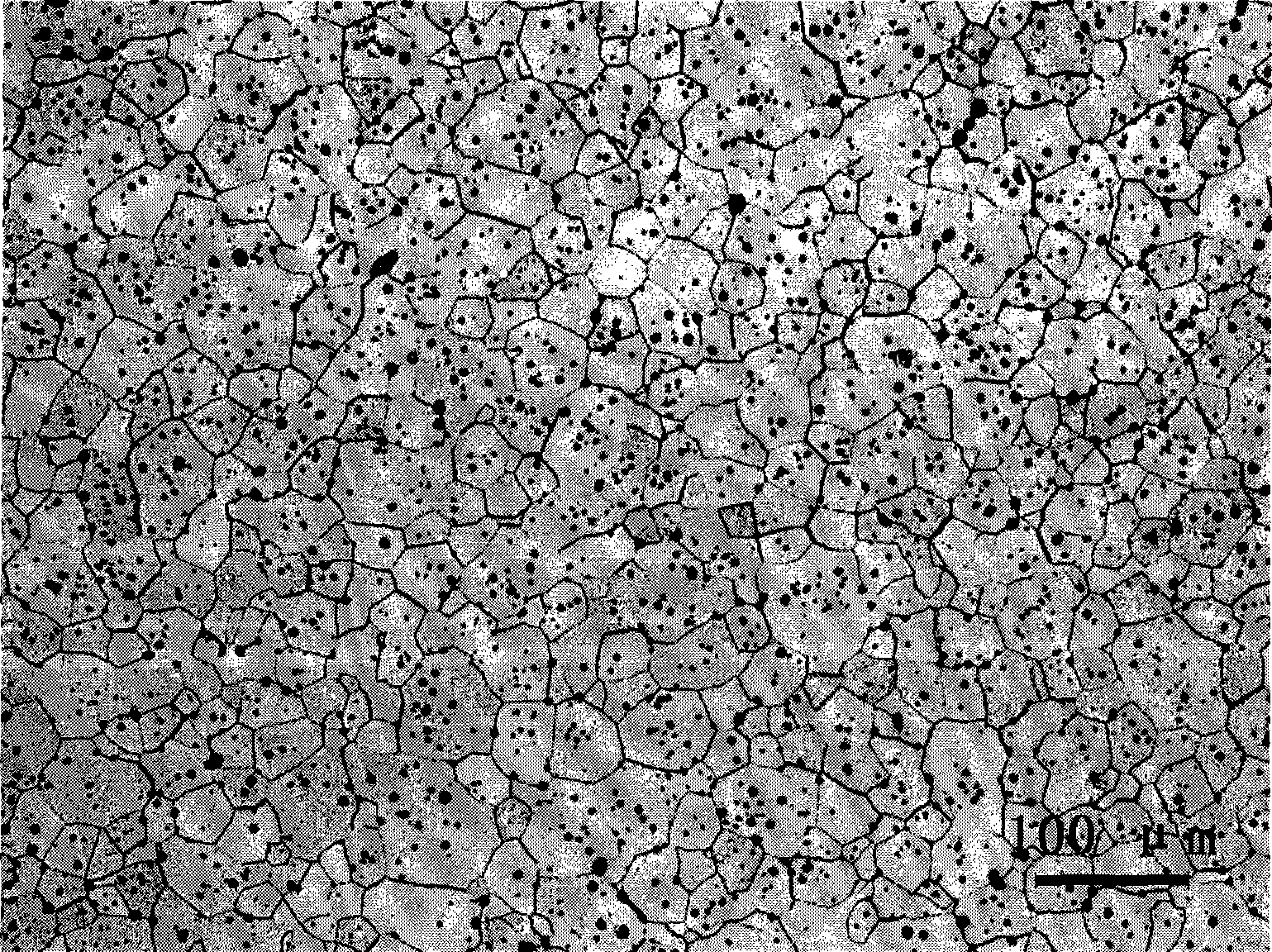
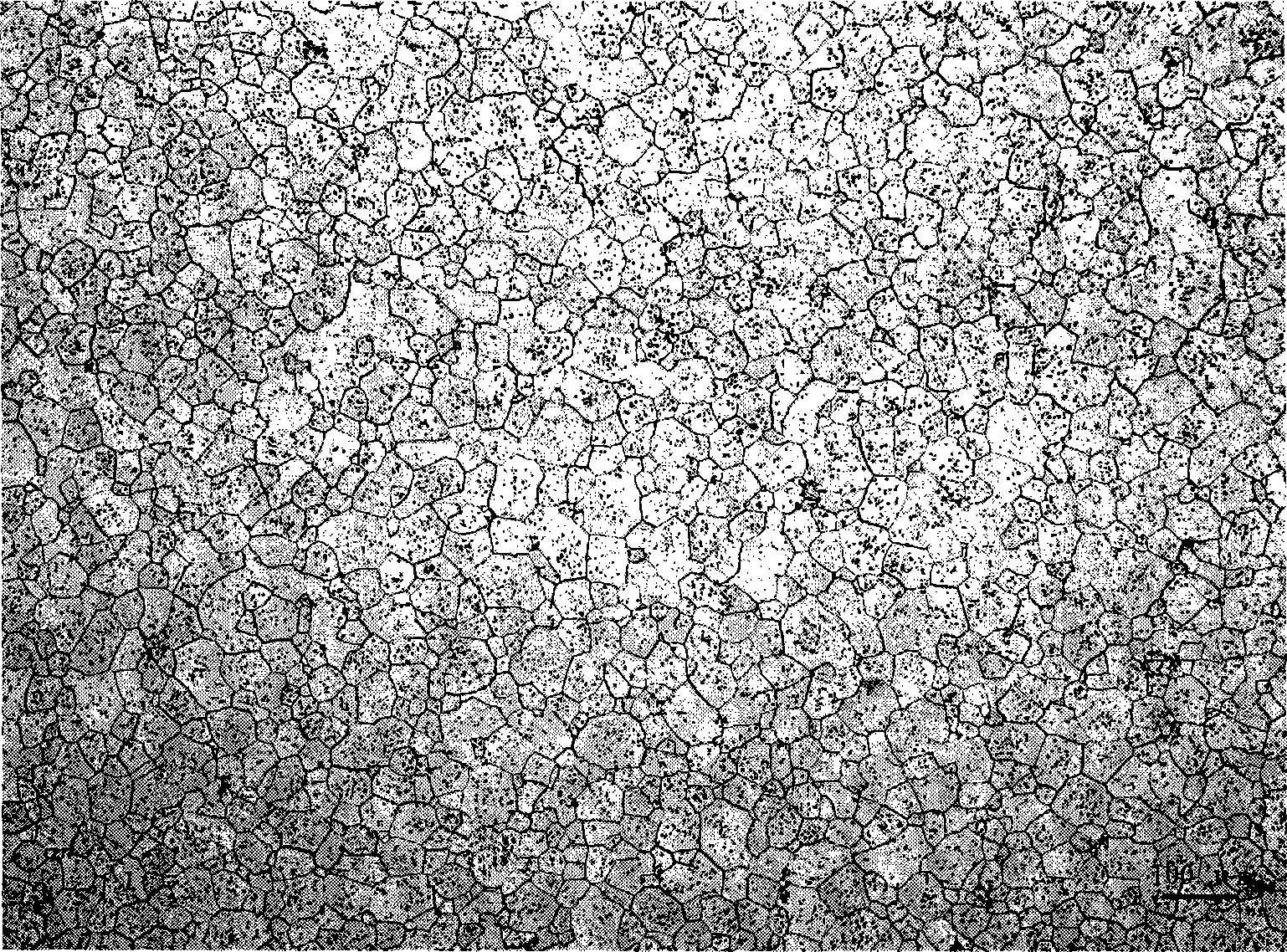
A technology of plate and tungsten powder, which is applied in the field of preparation of tungsten billet for rolling plate, can solve the problems affecting the quality of rolled tungsten plate for anti-ray, too fine grain of tungsten billet, low sintering cost, etc., and achieve moderate grain size , basic grain size, and uniform grain size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0013] A method for preparing high-quality tungsten blanks for rolling plates, the process comprising:
[0014] a. Select tungsten powder whose chemical composition meets the requirements of GB / T3458-2006FW-1 and whose particle size is 1.8μm, 2.0μm, and 2.2μm respectively for blending. The weight percentages of the above three particle sizes of tungsten powder in each mixed tungsten powder are as follows: 20%, 60%, and 20%, use a V-type or conical mixer to mix evenly, and the mixing time is 6h to 12h. The mixed powder is all passed through a 120 mesh sieve.
[0015] b. Using the method of isostatic pressing, under the condition of pressure of 230MPa-250MPa, hold the pressure for 1min-2min to press into a green body.
[0016] c. Use hydrogen protection medium frequency (variable frequency) induction sintering method for billet sintering, that is, use 2500Hz frequency for sintering below 2000°C, reduce the frequency to 1000Hz~1500Hz above 2000°C, and keep warm for 6h~8h at 2280...
Embodiment 1
[0018] Put 200Kg of tungsten powder whose chemical composition meets the requirements of GB / T3458-2006FW-1, including 40Kg of tungsten powder with an average particle size of 1.8μm, 120Kg of tungsten powder with an average particle size of 2.0μm, and 40Kg of tungsten powder with an average particle size of 2.2μm, and put them into the V-shaped mixer. The feeder is mixed for 12 hours. After the mixing is completed, all the tungsten powder is passed through a 120-mesh sieve; a rubber sleeve with a thickness of 35mm is selected, and the material is loaded and pressed by oil isostatic pressure with a pressure of 250MPa and a holding time of 2 minutes. The billet is sintered in a frequency-variable hydrogen intermediate frequency induction furnace sintering furnace. The sintering is carried out at a frequency of 2500Hz below 2000°C, and the frequency is reduced to 1000Hz above 2000°C, and the temperature is kept at 2300°C for 6 hours. The chemical composition of the sintered blank m...
Embodiment 2
[0020] Put 100Kg of tungsten powder whose chemical composition meets the requirements of GB / T3458-2006FW-1, including 20Kg of tungsten powder with an average particle size of 1.8μm, 60Kg of tungsten powder with an average particle size of 2.0μm, and 20Kg of tungsten powder with an average particle size of 2.2μm, and put them into the cone mixer The feeder is mixed for 6 hours. After the mixing is completed, all the tungsten powder is passed through a 120-mesh sieve; a rubber sleeve with a thickness of 30mm is selected, and the material is loaded and pressed by oil isostatic pressure with a pressure of 230MPa and a holding time of 1 minute. Blank sintering is carried out in a frequency-variable hydrogen intermediate frequency induction furnace sintering furnace, sintering at a frequency of 2500Hz below 2000°C, and reducing the frequency to 1500Hz above 2000°C, and holding at 2280°C for 8 hours. The chemical composition of the sintered blank meets the requirements of GB / T3875-200...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More