Metal oil tank production method
A production method and oil tank technology, applied in the field of mechanical processing, can solve problems such as uneven weld seams and inability to completely eliminate deformation, and achieve the effect of eliminating accumulated stress and ensuring flatness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
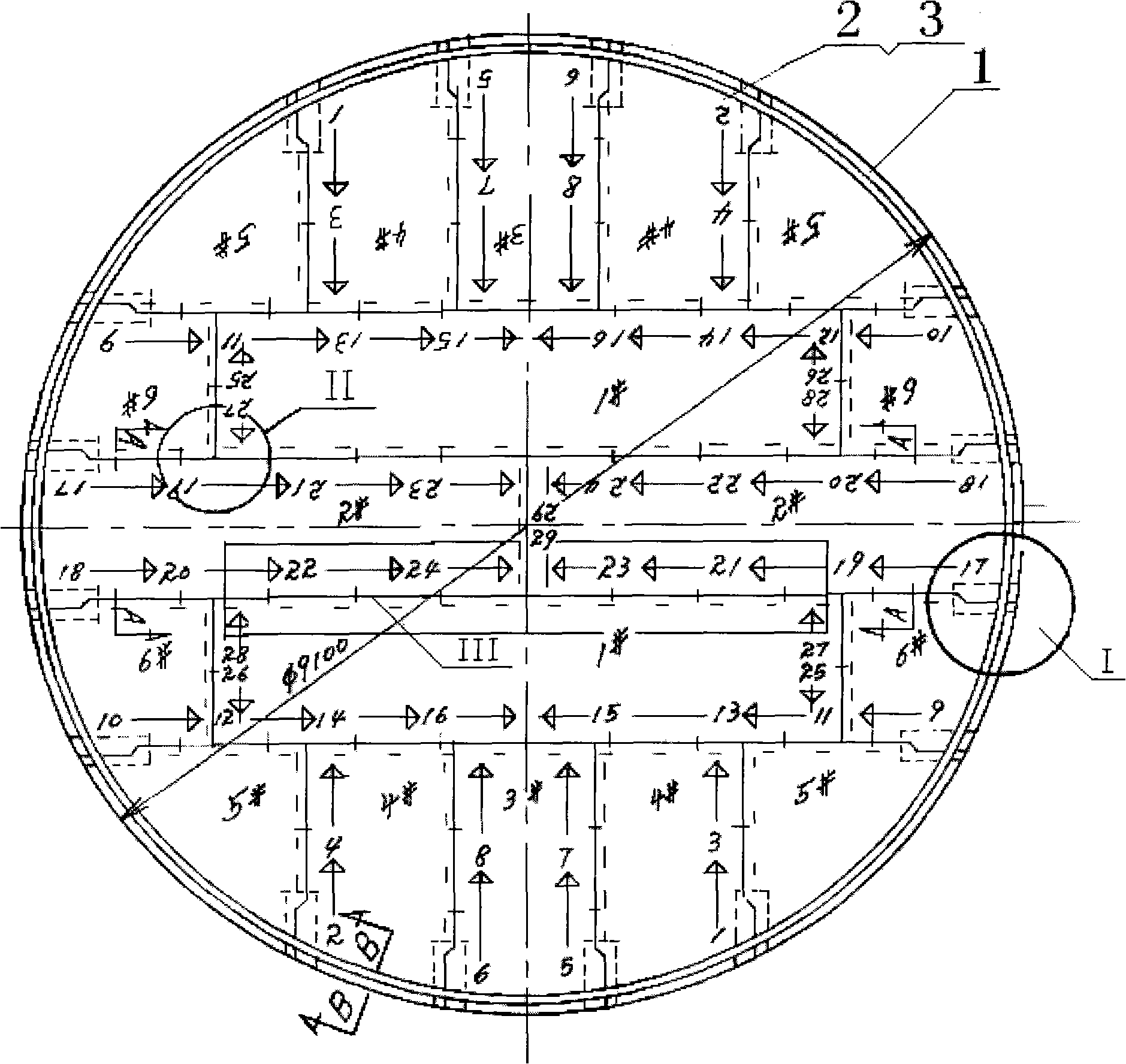
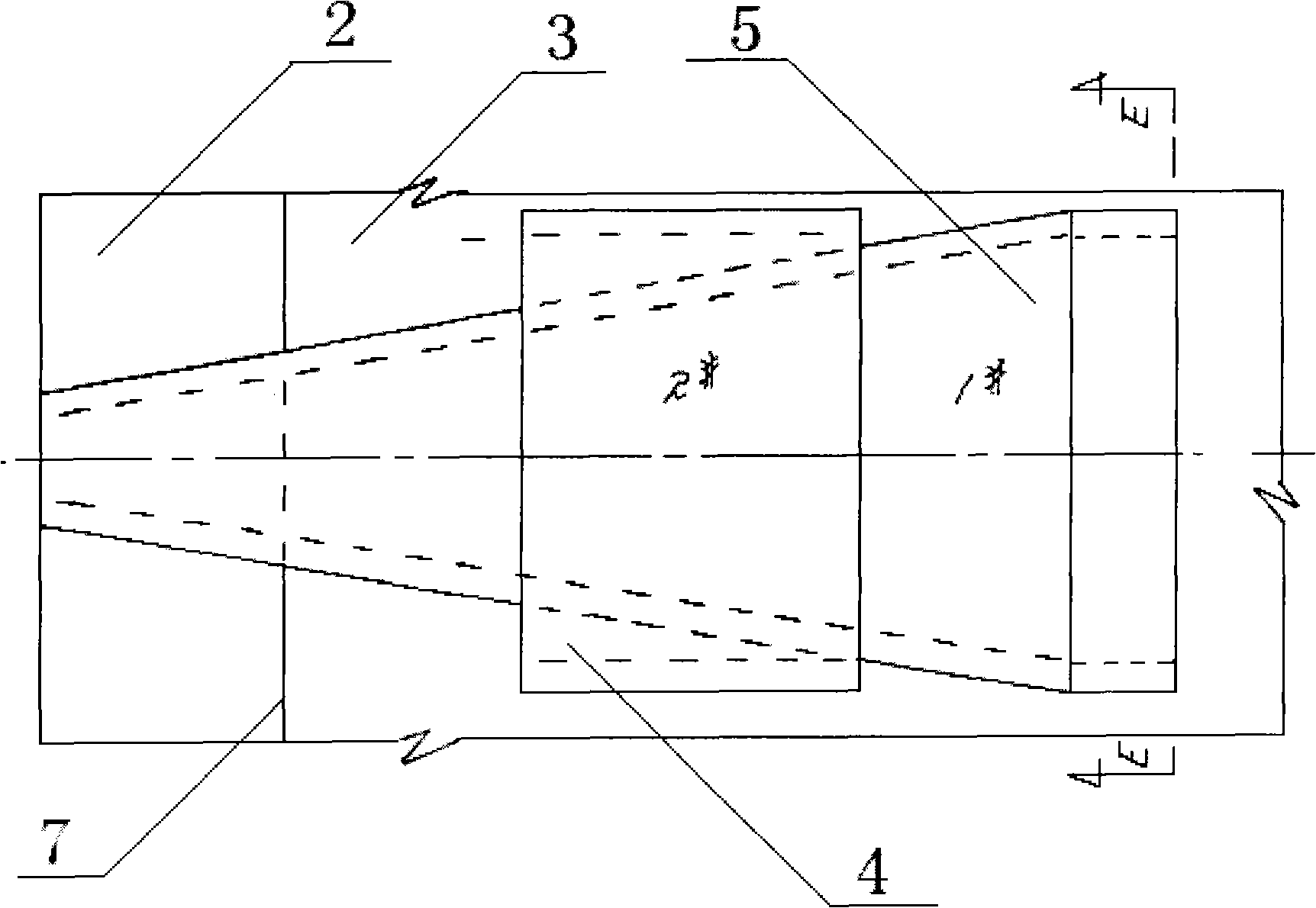
[0039] Such as figure 1 Shown, present embodiment tank volume V=500M 3 , height H=7980mm, tank bottom diameter Φ=9154mm, tank wall outer diameter Φ=9010mm. The material is A3F, the thickness of the tank wall steel plate is δ=5mm, and the thickness of the tank bottom steel plate is δ=7mm.
[0040] Calculation formula for bottom material of metal oil tank:
[0041] The first algorithm: when the outer diameter of the tank wall Φ is 9010mm,
[0042] Circumference = (9010+9010×6‰)×3.1416
[0043] =(9010+54.06)×3.1416
[0044] =9064.06×3.1416
[0045] =28475.65mm (circumference)
[0046] The second algorithm: when the outer diameter of the tank wall Φ is 9010mm,
[0047] Circumference=9010×3.1416×0.006+(9010×3.1416)
[0048] =28305.81×0.006+28305.81
[0049] =169.84+28305.81
[0050] =28475.65mm (circumference)
[0051] The actual cutting diameter of the bottom of the oil tank: when the circumference is 28475.65mm,
[0052] Φ=28475.65÷3.1416+(9100...
Embodiment 2
[0062] Present embodiment tank volume V=1000M 3 , height H=12690mm, tank bottom diameter Φ=11218mm, tank wall outer diameter Φ=11012mm. Material Q235-AF, Q235A, tank wall steel plate thickness δ=6mm, tank bottom steel plate thickness δ=6~7mm.
[0063] Calculation formula for bottom material of metal oil tank:
[0064] The first algorithm: when the outer diameter of the tank wall Φ is 11012mm,
[0065] Circumference = (11012+11012×8‰)×3.1416
[0066] =(11012+88.1)×3.1416
[0067] =11100.1×3.1416
[0068] =34872.1mm (circumference)
[0069] The second algorithm: when the outer diameter of the tank wall Φ is 11012mm,
[0070] Circumference=11012×3.1416×0.008+(11012×3.1416)
[0071] =34595.3×0.008+34595.3
[0072] =276.76+34595.3
[0073] =34872.1mm (circumference)
[0074] The actual cutting diameter of the bottom of the oil tank: when the circumference is 34872.1mm,
[0075] Φ=34872.1÷3.1416+(11130-11012)
[0076] =11100.1+118
[0077] =1...
Embodiment 3
[0085] Present embodiment tank volume V=2000M 3 , height H=11200mm, tank bottom diameter Φ=16076mm, tank wall outer diameter Φ=15830mm. Material Q235-AF, Q235A, tank wall steel plate thickness δ = 6-8mm, tank bottom steel plate thickness δ = 6-7mm.
[0086] Calculation formula for bottom material of metal oil tank:
[0087] The first algorithm: when the outer diameter of the tank wall Φ is 15830mm,
[0088] Circumference = (15830+15830×8‰)×3.1416
[0089] =(15830+126.64)×3.1416
[0090] =15956.64×3.1416
[0091] =50129.38mm (circumference)
[0092] The second algorithm: when the outer diameter of the tank wall Φ is 15830mm,
[0093] Circumference=15830×3.1416×0.008+(15830×3.1416)
[0094] =49731.53×0.008+49731.53
[0095] =397.85+49731.53
[0096] =50129.38mm (circumference)
[0097] The actual cutting diameter of the bottom of the oil tank: when the circumference is 50129.38mm,
[0098] Φ=50129.38÷3.1416+(15950-15830)
[0099] =15956.641+120
[0100...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More