Control method and control system of tension in the process of rolling periodic variable-thickness strips
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A strip rolling and control method technology, applied in tension/pressure control, rolling mill control device, metal rolling, etc., can solve problems such as inability to meet tension control requirements
Inactive Publication Date: 2009-12-16
NORTHEASTERN UNIV
View PDF0 Cites 59 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
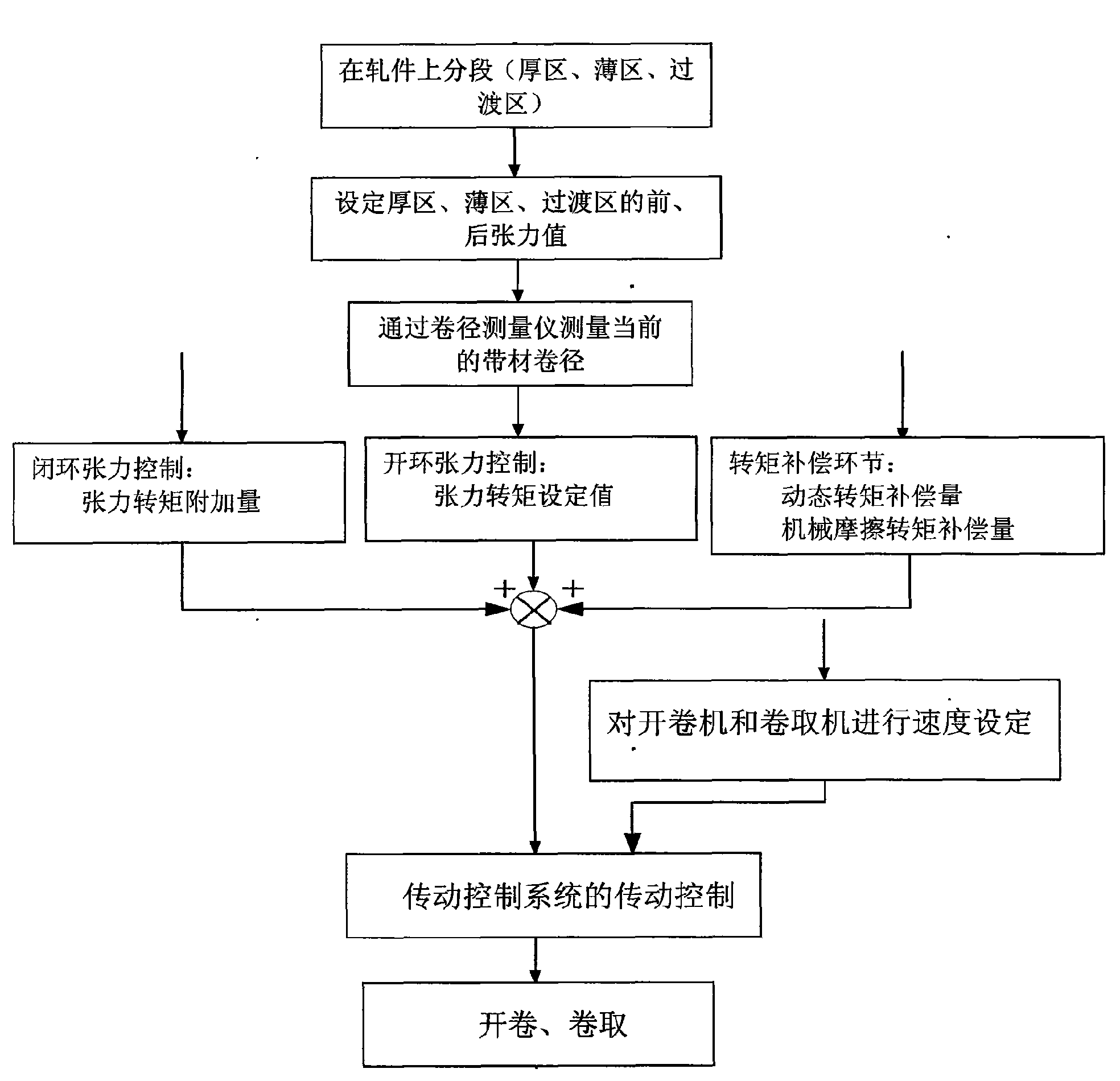
[0003] Aiming at the problem that the existing tension control method cannot meet the tension control requirements in the periodic variable thickness strip rolling process, the present invention provides a tension control method that can meet the tension control requirements in the periodic variable thickness strip rolling process Method and Control System
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0125] The relevant parameters of the system of the present invention are as follows:
[0126] A 650mm four-high reversible rolling mill is used, and the distance between the two tension gauges and the center line of the rolling mill is 2000mm; the measuring range of the coil diametermeasuring instrument is 500-1600mm, and the resolution is 0.1mm; the measuring range of the tensiometer is 0-300kN. The accuracy indicators are as follows:
[0128] Non-repeatability: less than ±0.05% of rated output;
[0129] Hysteresis: Less than ±0.10% of rated output;
[0130] Non-linearity: Less than ±0.25% of rated output;
[0131] Temperature bias: less than ±0.005% of full scale / ℃;
[0132] Temperature: Temperature compensated to 100°C with a maximum operating temperature of 150°C.
[0133] Incoming material status: uniform thickness, steel type is IF, width 500mm, thickness 1.3mm;
[0134] Product size: thick zone thickness 1.2mm, length 30...
Embodiment 2
[0139] The relevant parameters of the system of the present invention are as follows:
[0140] A 650mm four-high reversible rolling mill is used, and the distance between the two tension gauges and the center line of the rolling mill is 2000mm; the measuring range of the coil diameter measuring instrument is 500-1600mm, and the resolution is 0.1mm; the measuring range of the tensiometer is 0-300kN. The accuracy indicators are as follows:
[0142] Non-repeatability: less than ±0.05% of rated output;
[0143] Hysteresis: Less than ±0.10% of rated output;
[0144] Non-linearity: Less than ±0.25% of rated output;
[0145] Temperature bias: less than ±0.005% of full scale / ℃;
[0146] Temperature: Temperature compensated to 100°C with a maximum operating temperature of 150°C.
[0147] Incoming material status: Uniform thickness, steel type is ST12, width 450mm, thickness 2mm;
[0148] Product size: thick zone thickness 1.5mm, length 20...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
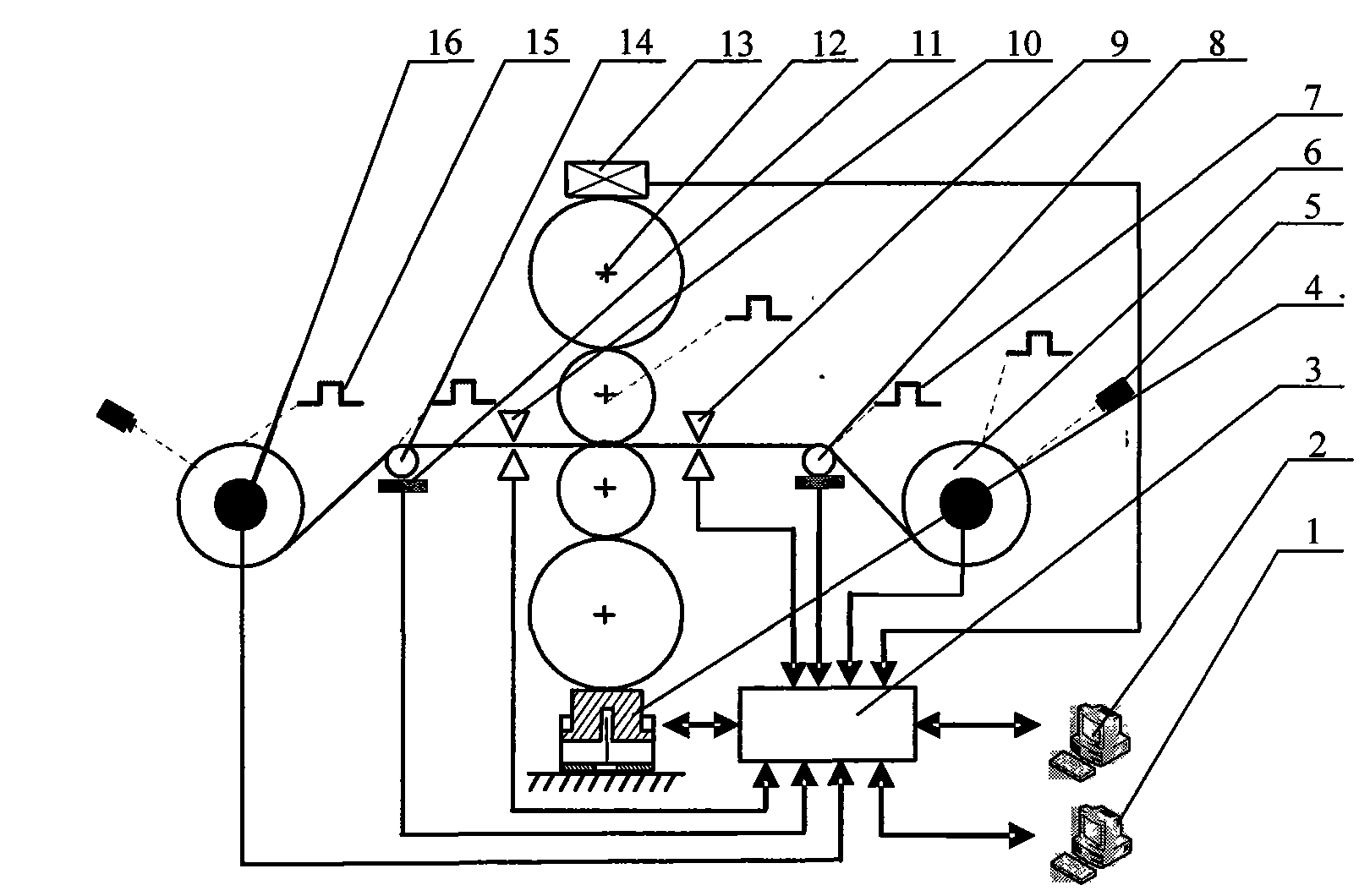
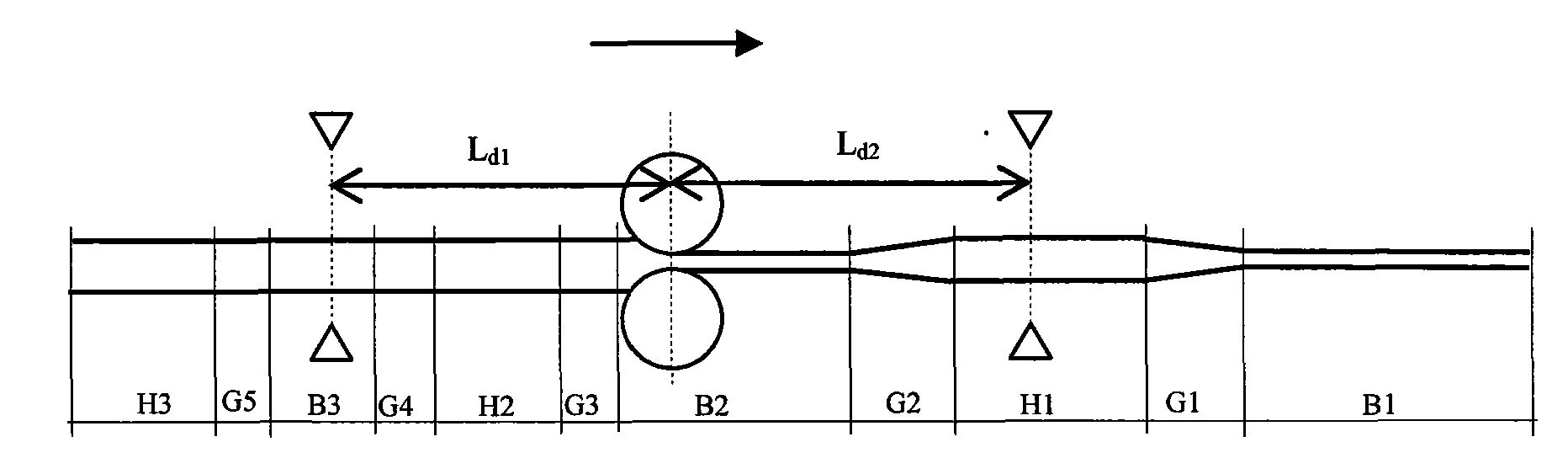
Abstract
A control method and a control system of tension in the process of rolling periodic variable-thickness strips belong to the technical field of rolling. The method comprises the following steps: dividing segments on the rolled pieces, setting front and back tension values in each zone, realizing tension open-loop control and tension closed-loop control based on maximum torque limit and adding a dynamic torque compensation link and a mechanical friction torque compensation link; controlling torques of an uncoiler and a coiling machine motor and setting speed. The system comprises a rolling mill; coiling machines are arranged at both sides of the rolling mill respectively; length-measuring rollers are arranged between the coiling machines and the rolling mill; thickness gauges are arranged at both sides of the rolling mill respectively; coil diameter gauges are arranged on the coiling machines; a rolling force sensor and a hydraulic cylinder are arranged on the rolling mill; tensiometers are arranged below the length-measuring rollers and pulse coders are arranged on the length-measuring rollers; the thickness gauge, the coil diameter gauge, the rolling force sensor, a displacement sensor of the hydraulic cylinder, the tensiometer and the pulse coder are respectively connected with a computer controlsystem.
Description
Technical field: [0001] The invention belongs to the technical field of rolling, and in particular relates to a tension control method and a control system in the rolling process of periodically variable-thickness strips. Background technique: [0002] Tension is an important parameter for rolling periodically variable-thickness strips. Reasonable setting and effective control of the tension value can minimize the fluctuation of tension in each section during the periodic rolling process, which has great impact on the stability and stability of the rolling process. The quality of the product has a significant impact. Tension has the beneficial effects of reducing rolling force, increasing pass reduction, preventing deviation of rolled pieces, and improving plate shape. Since the thickness and rolling conditions of the rolled piece in the thick zone, thin zone and transition zone are different during the rolling process of the variable thickness strip, the tension value set ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More