

Manufacturing method of titanium alloy hollow component
A technology of hollow components and manufacturing methods, which is applied in the field of manufacturing titanium alloy thin-walled ribbed hollow parts, can solve the problems of rectifier blade diffusion connection front edge defects, titanium alloy structure changes, and low production efficiency, so as to save raw materials, The effect of high production efficiency and efficiency improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
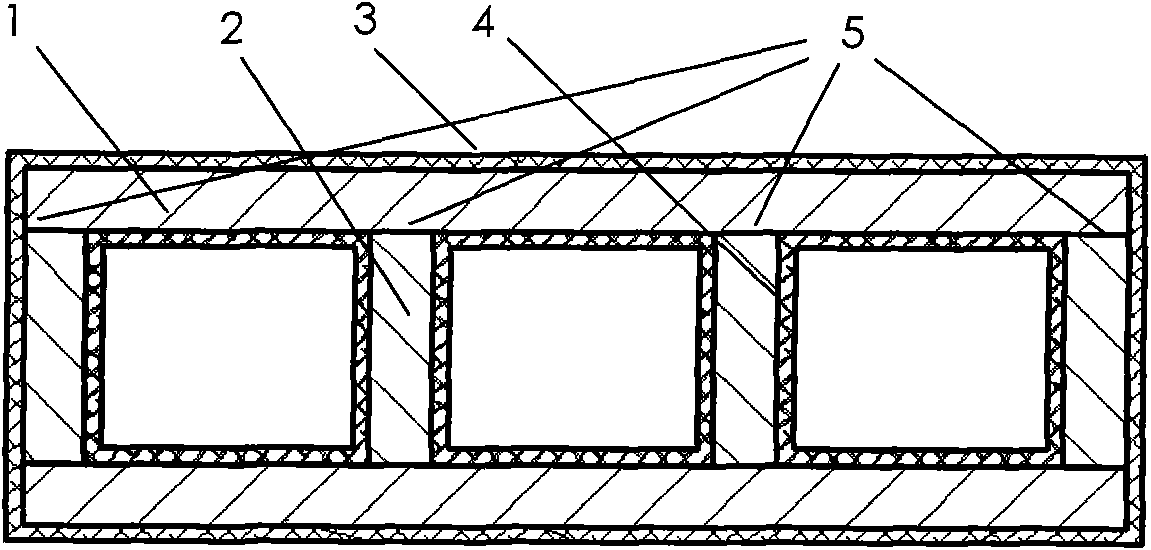
[0038] (1) According to the structural characteristics of the hollow member, it is decomposed into the structural form of the skin 1 and the rib 2, and the structural form of the inner sheath 3 and the outer sheath 4 is determined according to the hollow part of the hollow member, such as figure 1 shown;
[0039] (2) Process or form the structural parts of the skin 1 and the ribs 2 according to the decomposed structural form, and manufacture the skin 1 and the ribs 2 by machining, thermoforming, superplastic forming, and forging;
[0040] (3) Processing or forming the inner sheath 3 and the outer sheath 4. Process the inner sheath 3 and outer sheath 4 of titanium alloy by machining, precision casting, welding, etc., or process the inner sheath 3 and outer sheath 4 of A3 steel by machining, precision casting, welding, etc.;
[0041] (4) According to the structural form of the component, the structural components of the processed skin 1 and the rib 2 are combined with the inner...
Embodiment 2
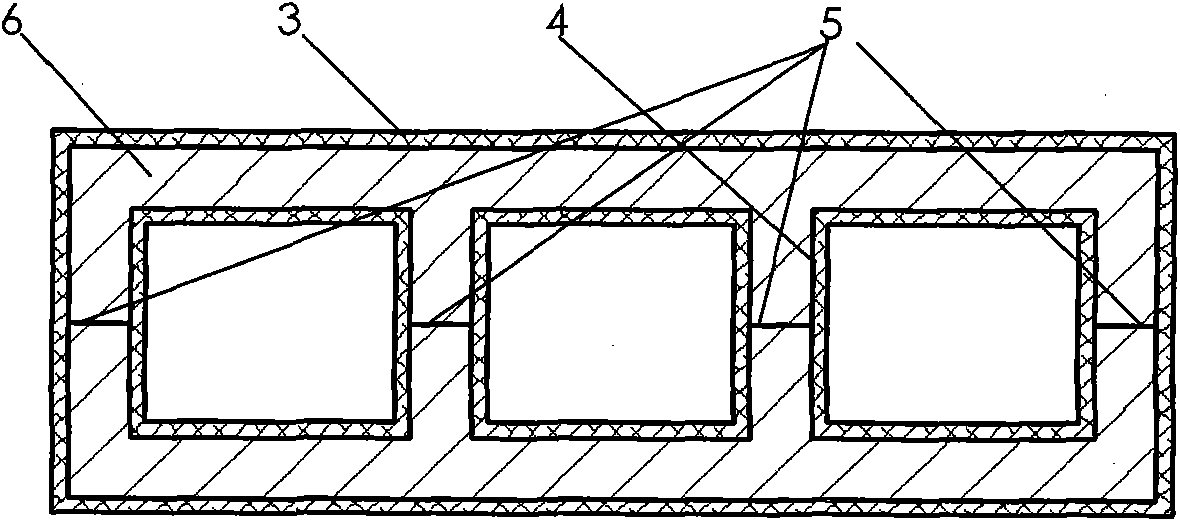
[0045] 1. According to the structural characteristics of the hollow member, it is decomposed into the structural form of the belt rib 6, and the structural form of the inner sheath 3 and the outer sheath 4 is determined according to the hollow part of the hollow member, such as figure 2 shown;
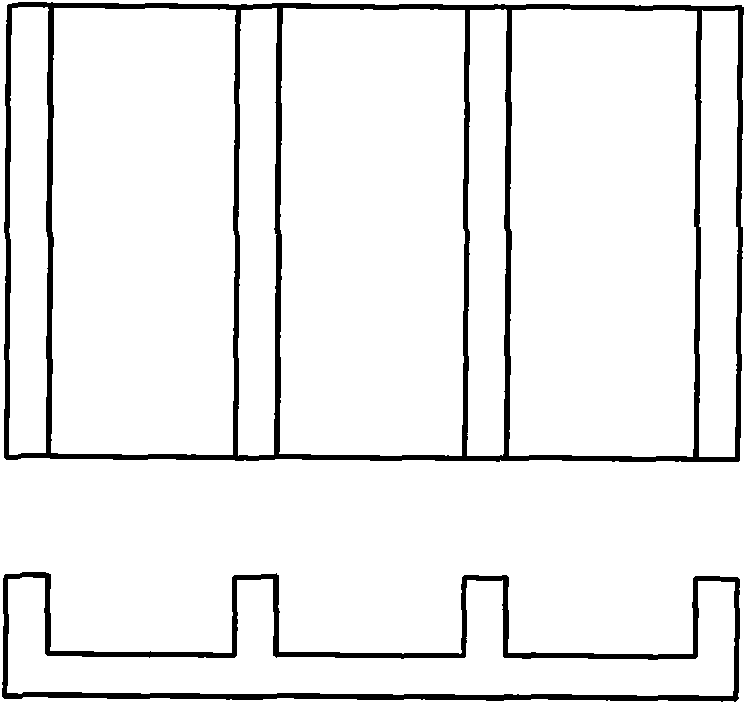
[0046] 2. Process or form the structural components of the pellicle belt ribs 6 according to the decomposed structural form, and adopt the method of mechanical processing and forging to manufacture the pellicle belt rib structure 6, such as image 3 shown;
[0047] 3. Process or form the inner sheath 3 and the outer sheath 4. Process the inner sheath 3 and outer sheath 4 of titanium alloy by machining, precision casting, welding, etc., or process the inner sheath 3 and outer sheath 4 of A3 steel by machining, precision casting, welding, etc.;
[0048] 4. According to the structural form of the components, combine the structural parts of the processed sling belt ribs 6 with the inner...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More