

Heating friction stir welding method
A technology of friction stir and welding methods, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of plastic deformation of materials and insufficient flow, limited frictional heat, and reduced heat input of welded joints, etc., to improve flow The effects of increased resistance and plastic deformation capacity, improved tensile properties, and increased width of the connecting zone
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
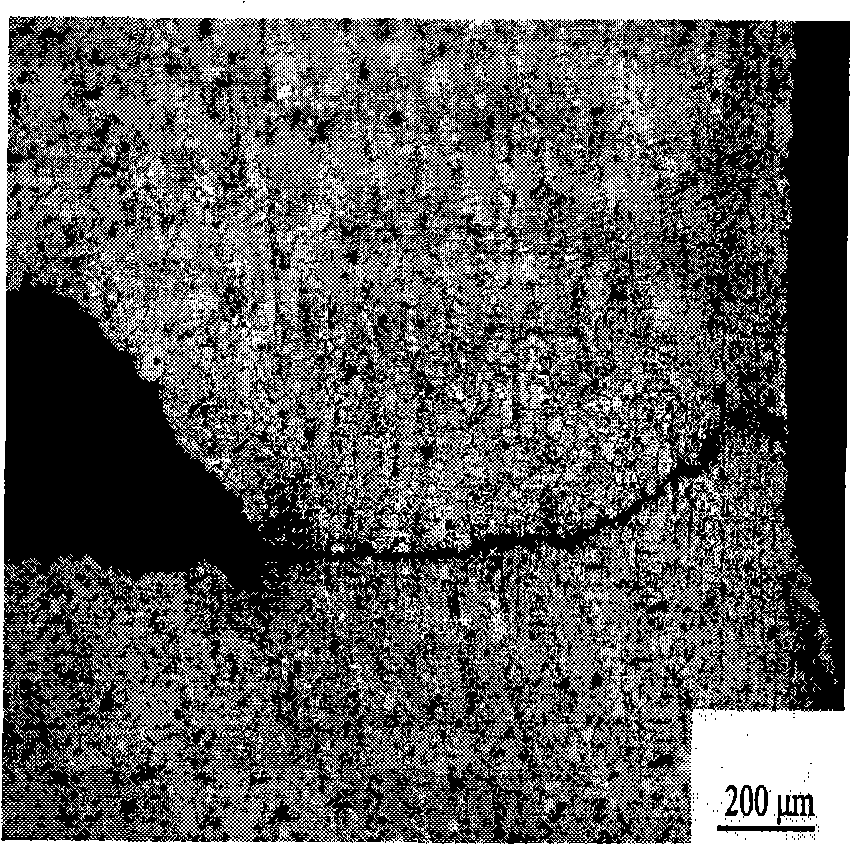
[0018] Before welding, the surface of the 3mm magnesium alloy AZ31 plate is ground and fixed on the clamping device, and then the clamping device is fixed on the temperature-controllable resistance furnace heating equipment. Then adjust the temperature of the resistance furnace to 300° C. and heat until the temperature is stable. During the friction stir welding process, the heating temperature of the resistance heating equipment remains constant until the end of the welding process.
example 2
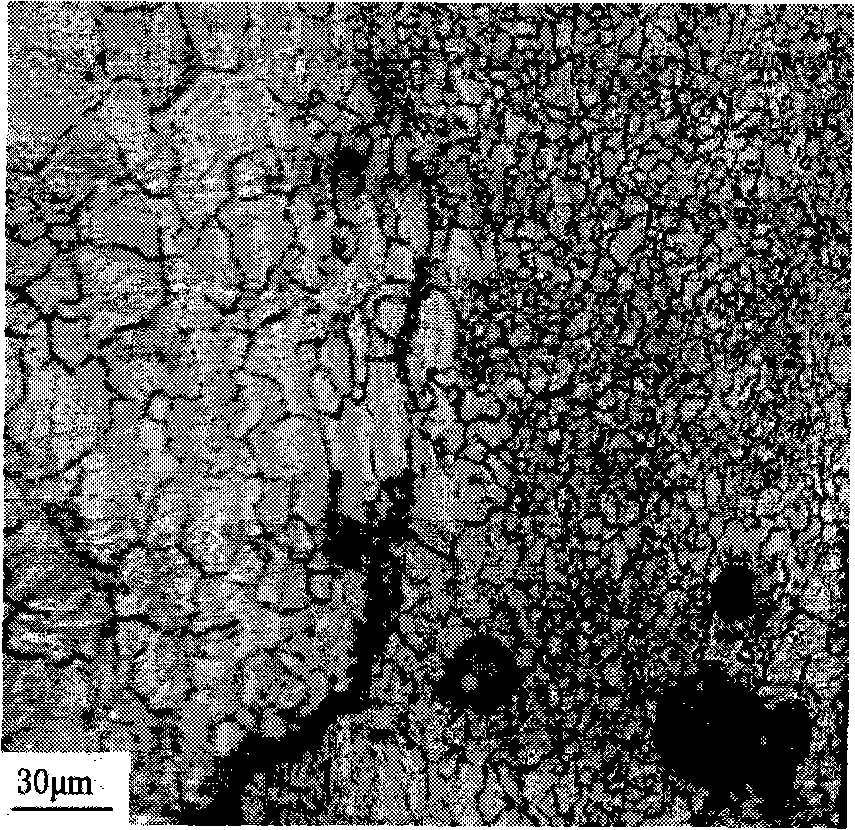
[0020] Before welding, the surface of the 3mm magnesium alloy AZ31 plate is ground and fixed on the clamping device, and then the clamping device is fixed on the temperature-controllable resistance furnace heating equipment. Then adjust the temperature of the resistance furnace to 350° C. and heat until the temperature is stable. During the friction stir welding process, the heating temperature of the resistance heating equipment remains constant until the end of the welding process.
example 3
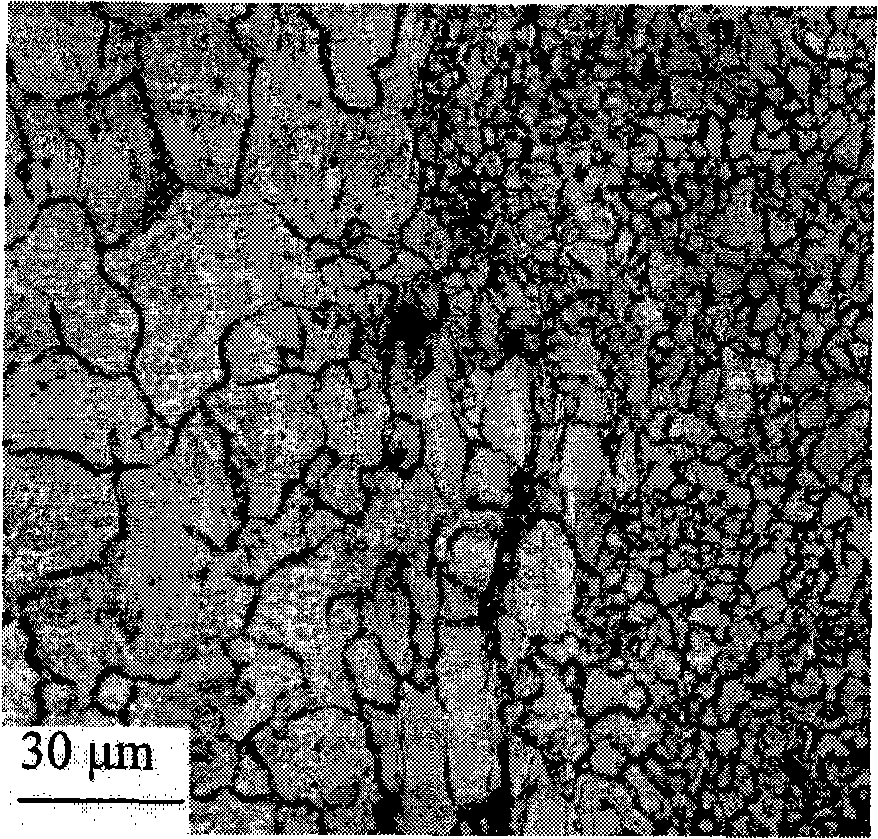
[0022] Before welding, the surface of the 3mm magnesium alloy AZ31 plate is ground and fixed on the clamping device, and then the clamping device is fixed on the temperature-controllable resistance furnace heating equipment. Then adjust the temperature of the resistance furnace to 400° C. and heat until the temperature is stable. During the friction stir welding process, the heating temperature of the resistance heating equipment remains constant until the end of the welding process.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More