

Method for automatically controlling convexity and/or wedge of hot rolled in series type rolling machine and system thereof
An automatic control system, series technology, applied in the direction of profile control, etc., can solve the problems that cannot be improved, the crown and shape control process and equipment cannot meet the quality requirements of strip steel plate shape, and the crown control method is single.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0106] A preferred embodiment of the present invention is described below to illustrate the content of the present invention, but this embodiment is not intended to limit the present invention in any form.
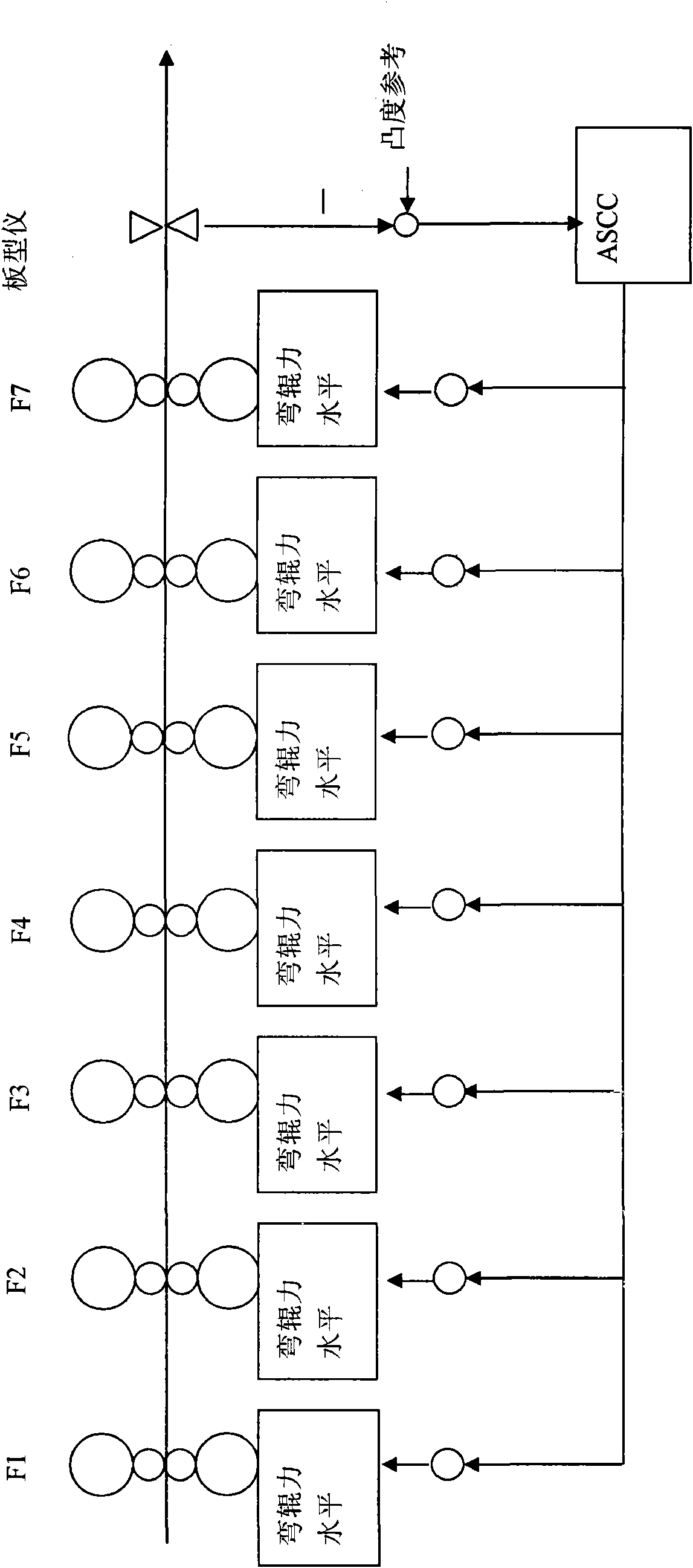
[0107] Such as figure 1 As shown, the present embodiment relates to a 7-stand (F1 to F7) tandem strip steel production line finishing mill, a flatness meter is arranged at the exit of the finishing rolling, and the flatness meter and ASCC (which can be a programmable logic controller) PLC) connection, at the same time, the ASCC is also connected with the work roll bending adjustment system and the roll gap adjustment system in each finishing stand.
[0108] The ASCC stop and start process is as follows: when the head of the strip reaches the shape meter at the exit of the finishing mill, the ASCC starts to work, and when the tail of the strip is cut by the flying shear, the ASCC stops working.
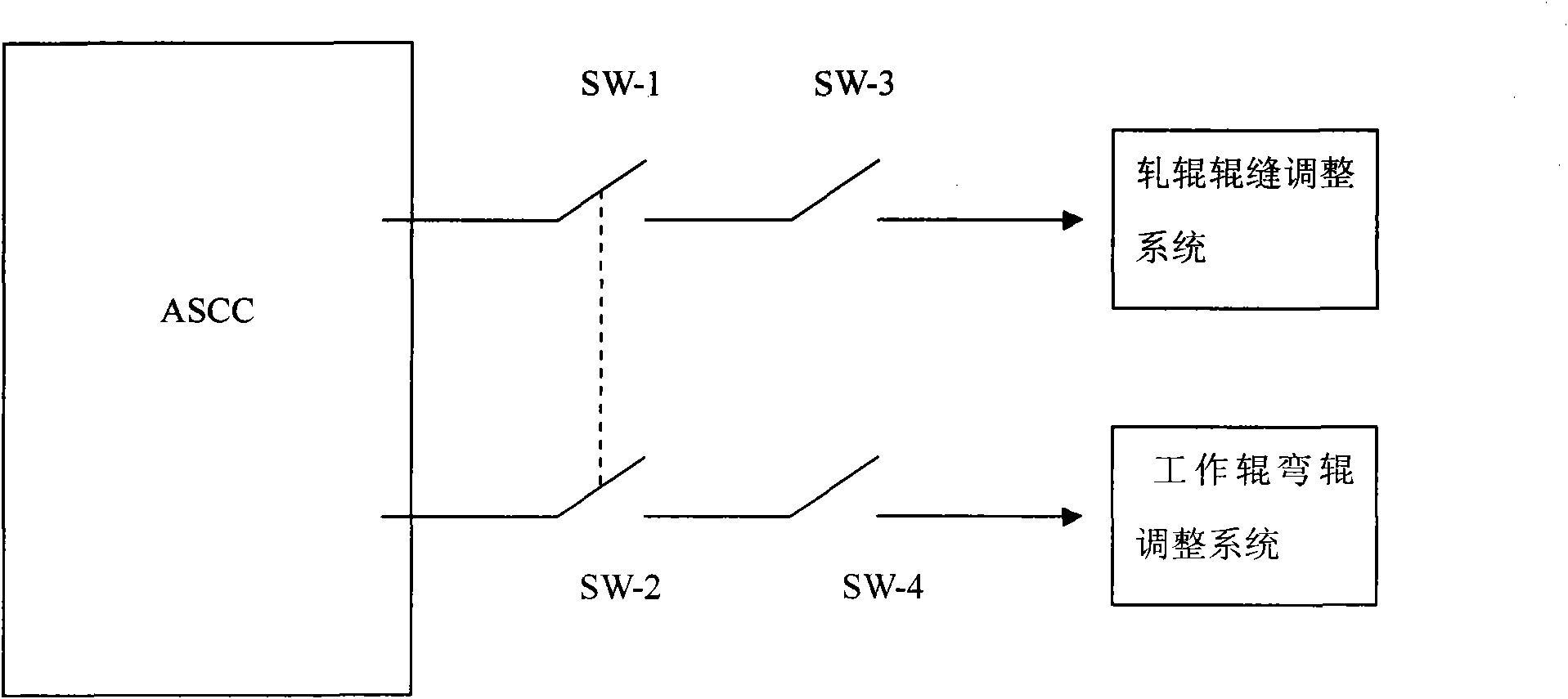
[0109]The output of this ASCC has two types: one is the roll gap leveling val...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More