Manufacturing method of large-size welding type carburizing and quenching gear
A technology of carburizing and quenching and manufacturing methods, which is applied in the field of gear manufacturing, can solve problems such as low hardness, large heat treatment deformation, and waste of materials, and achieve the effects of eliminating forging stress, improving labor intensity, and ensuring weld quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
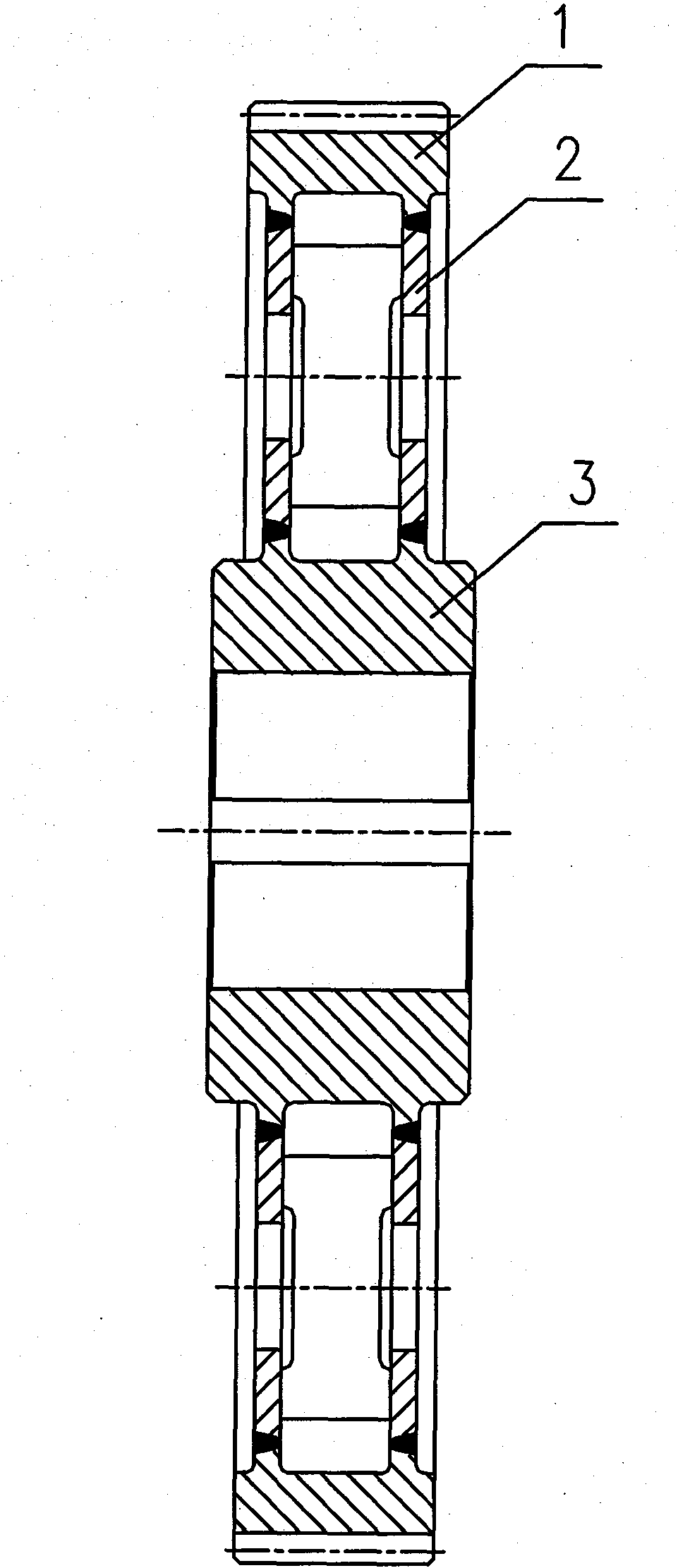
[0018] Such as figure 1 , figure 2 , image 3 and Figure 4 A specific embodiment of the manufacturing method of the large-scale welded carburizing and quenching gear of the present invention is shown, comprising the following steps:
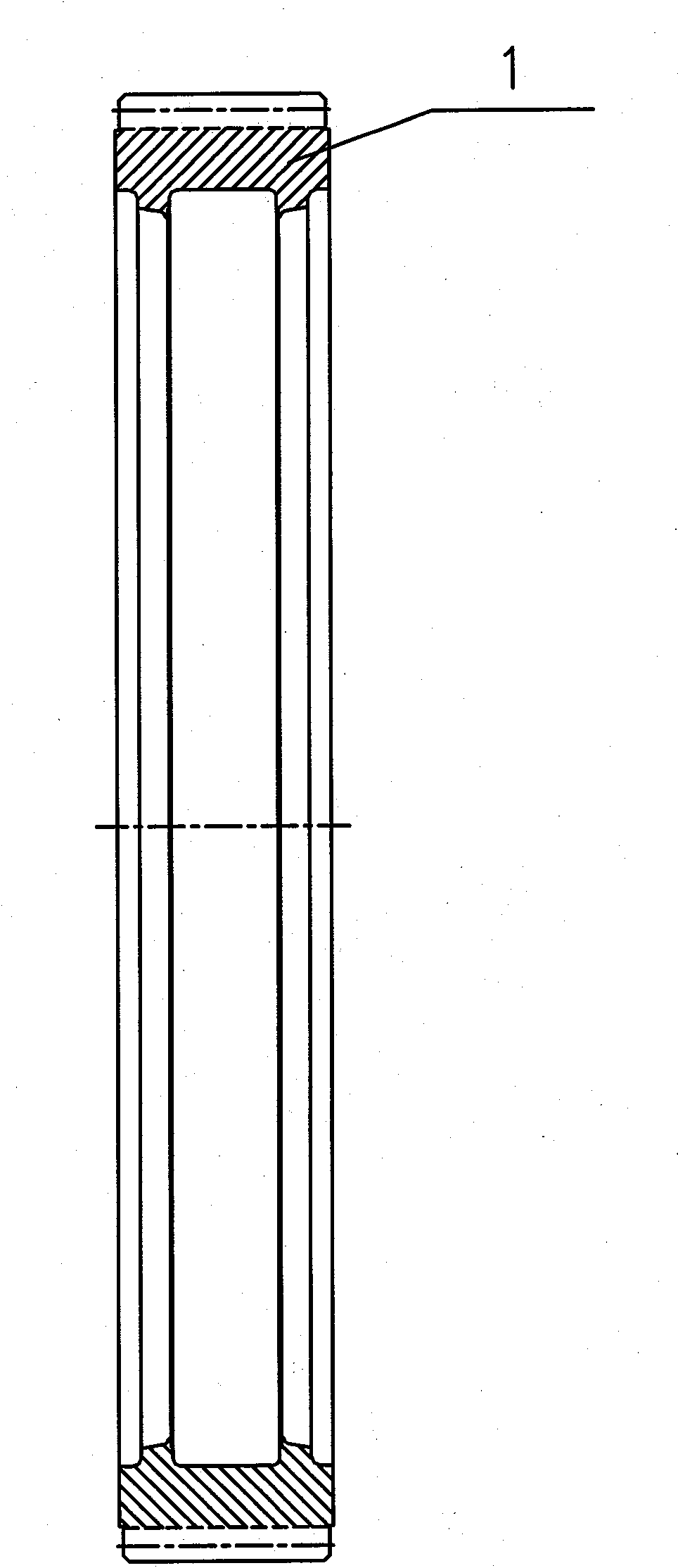
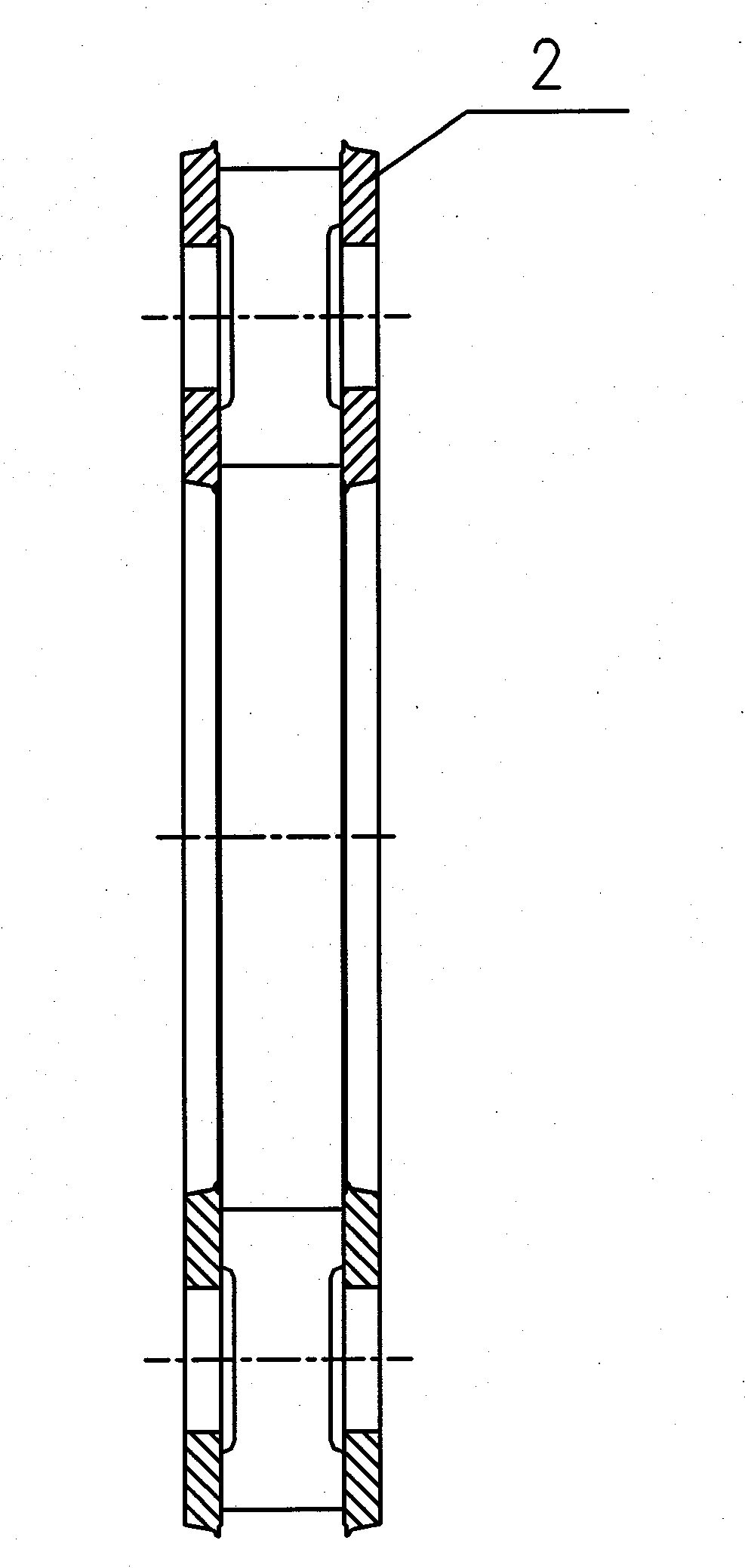
[0019] A. Selection of gear material: According to the large modulus and diameter of the large welded gear to be manufactured, 20CrNi2Mo is selected as the material of ring gear 1 and hub 2, and Q345 is selected as the material of sub-plate 3;
[0020] B. Determine the basic process route during the processing of ring gear 1, sub-plate 3, and wheel hub 2, and process them separately:
[0021] a. Carry out ring gear 1 processing: select ring gear forgings, normalize after forging, rough turn the two ends of the ring gear and the inner and outer circles of the ring gear, and leave a margin of 12-15mm for the length and diameter of the ring gear. Chamfering on both sides of the outer circumference, 100% ultrasonic flaw detection inspection, po...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com