Rolling and forming method of cobalt-base superalloy high cylindrical ring forging
A high-temperature alloy and ring forging technology, which is applied in metal rolling and other directions, can solve problems such as the shape and size of ring forgings not meeting the design and use, small machining allowance, and influence on alloy structure and performance, and achieve saving of cobalt-based superalloys The effect of high material and dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0039] The main chemical element content (percentage by weight) of the alloy is: 0.05% to 0.15% of C content, 20.0% to 24.0% of Cr content, 20.0% to 24.0% of Ni content, 13.0% to 16.0% of W content, 13.0% to 16.0% of W content, La content 0.03% ~ 0.12%, Si content 0.20% ~ 0.50%, Fe content ≤ 0.30%, B content ≤ 0.015%, Mn content ≤ 1.25%, P content ≤ 0.020%, S content ≤ 0.015 %, containing Ag ≤ 0.0010%, containing Bi ≤ 0.0001%, containing Pb ≤ 0.0010%, containing Cu ≤ 0.07%, and the balance being Co.
[0040] The process steps of the alloy from the bar to the production of qualified high-tube ring forgings are as follows:
[0041] Step 1: Blank making.
[0042] After heating, upsetting, punching, elongating, and pre-rolling the GH188 alloy bar blanked according to the specification, the pre-rolled billet 10° is produced, and its shape is as follows: figure 1 shown.
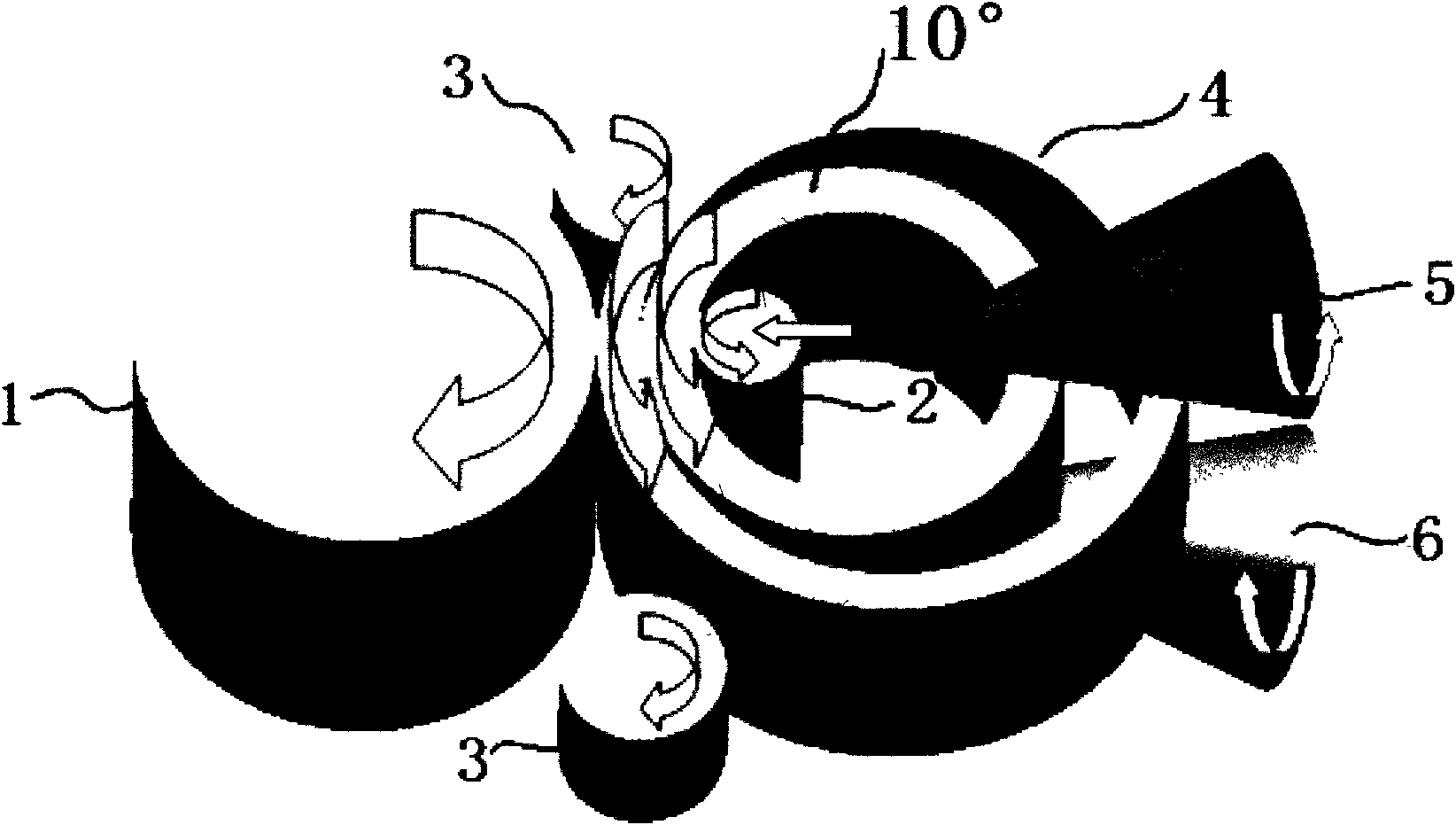
[0043] Step 2: Install the computer.
[0044] Such as figure 2 As shown, the follower die set 4 is preheated...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wall thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com