

Heated mould continuous casting-continuous drawing method of cupronickel alloy condenser pipes
A technology of condenser tube and cupronickel tube is applied in the field of preparation of cupronickel alloy pipes, which can solve the problems of inability to produce super-long copper alloy condenser tubes, high cost, low product quality, etc., so as to reduce the loss of extrusion tools and the cost of personnel wages. , The effect of preventing product transfer bumps and eliminating pickling metal loss
Inactive Publication Date: 2011-05-04
JINCHUAN GROUP LIMITED
View PDF7 Cites 4 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
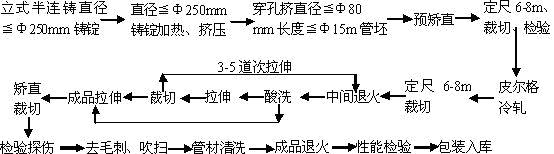
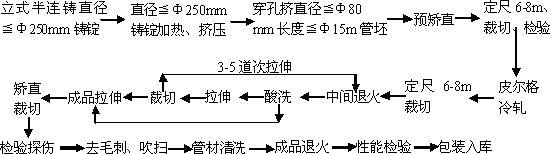
The rolled tube billet needs to be cut into 4-6m short tubes, followed by annealing, pickling, head making, and stretching; the stretched tube billet needs to be cut into 4-6m short tubes, and then annealed again, Pickling, head making, and stretching; repeated 3-5 times, the process is long and the production passes are many; extrusion heating, repeated annealing, high energy consumption; extrusion process tooling loss, high cost; pickling process High metal loss
In particular, the quality of the products is low, and it is impossible to produce ultra-long copper alloy condenser tubes.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0022] In step 2), the tube blank with a diameter greater than or equal to 1mm and less than or equal to 50mm is subjected to joint drawing, and the three-pass drawing in step 3) is disk drawing.
Embodiment 2
[0024] In step 2), the pipe blank with a diameter greater than 50 mm and less than or equal to 108 mm is subjected to joint drawing, and the 3-pass drawing in step 3) is straight drawing.
Embodiment 3
[0026] In step 2), the pipe blank with a diameter greater than 108 mm and less than or equal to 319 mm is subjected to simultaneous drawing, and the 3-pass drawing in step 3) is diameter-expanding drawing.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Login to View More
Abstract
The invention discloses a heated mould continuous casting-continuous drawing method of cupronickel alloy condenser pipes, which is characterized by comprising the following steps: 1, obtaining cupronickel pipe blanks by the heated mould continuous casting method; 2, drawing the pipe blank; 3, carrying out 3-pass drawing; and 4, carrying out combined drawing, finishing, washing and final annealing to obtain the finished product. The pipe blanks of which the diameter is more than or equal to 1mm and less than or equal to 50mm are subject to combined drawing, and 3-pass disk drawing; the pipe blanks of which the diameter is more than 50mm and less than or equal to 108mm are subject to combined drawing, and 3-pass straight drawing; and the pipe blanks of which the diameter are more than 108mm and less than or equal to 319mm are subject to combined drawing, and 3-pass hole enlargement drawing. In the heated mold continuous casting-continuous drawing method provided by the invention, the processes are reduced, the casting yield is improved, the energy consumption of the ingot casting heating-extrusion process is lowered, and the cost is reduced greatly.
Description
technical field [0001] The invention relates to a method for preparing a cupronickel alloy pipe, in particular to a hot-type continuous casting-continuous stretching method for a cupronickel alloy condensation pipe. Background technique [0002] For the production process of existing copper alloy condenser tubes, please refer to figure 1 , it can be seen that the existing technology adopts the vertical semi-continuous casting process to produce solid ingots, cut them into short ingots with a length of 400-600mm, and heat the short ingots to 800-1000°C (depending on the type of alloy). Hollow tube blanks are obtained by perforating and extruding on a double-acting extruder. The billets are sawed to length, straightened, pickled and then pilger rolled. The rolled tube billet needs to be cut into 4-6m short tubes, followed by annealing, pickling, head making, and stretching; the stretched tube billet needs to be cut into 4-6m short tubes, and then annealed again, Pickling, h...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): B21C37/06
Inventor贺永东李尚勇
OwnerJINCHUAN GROUP LIMITED