

Current-assisted fuel cell ultra-thin metal bipolar plate pressure welding device and method
A fuel cell and ultra-thin metal technology, applied in resistance welding equipment, metal processing equipment, welding power supply, etc., can solve problems such as complex process, low efficiency, and difficult control of solder coating uniformity, and achieve large radiation energy scattering, Low efficiency, good connection effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
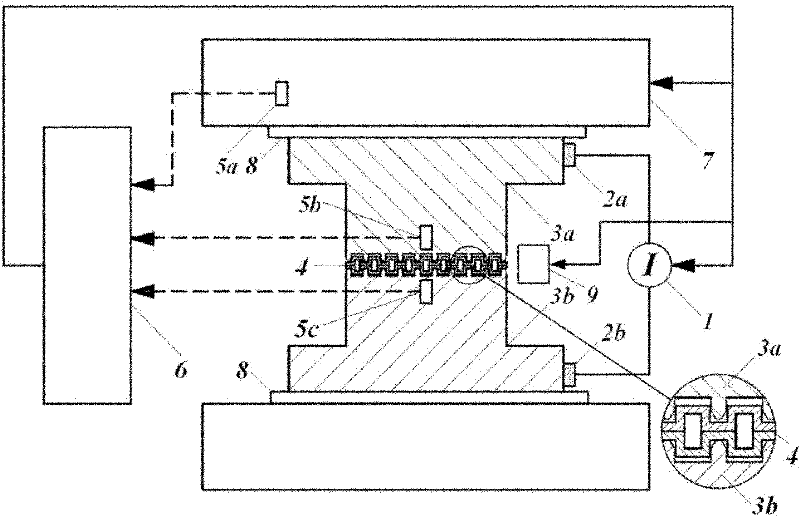
[0029] Such as figure 1 As shown, this embodiment includes: a power supply 1, a first electrode 2a, a second electrode 2b, an upper welding head 3a, a lower welding head 3b, a bipolar plate 4, a first sensor 5a, a second sensor 5b, and a third sensor 5c , Controller, actuator 7, insulation layer 8 and cooling system 9. In this embodiment, the power source 1 is connected to the first electrode 2a and the second electrode 2b, the first electrode 2a is connected to the upper welding head 3a, and the second electrode 2b is connected to the lower welding head 3b, thereby forming a circuit. The second sensor 5b and the third sensor 5c respectively collect the temperature of the upper and lower surfaces close to the connection area, the first sensor 5a collects the pressure information of the actuator 7, and the first, second and third sensors all transmit data to the controller 6 . The controller 6 generates control signals to control the current of the power supply 1 and the pres...
Embodiment 2
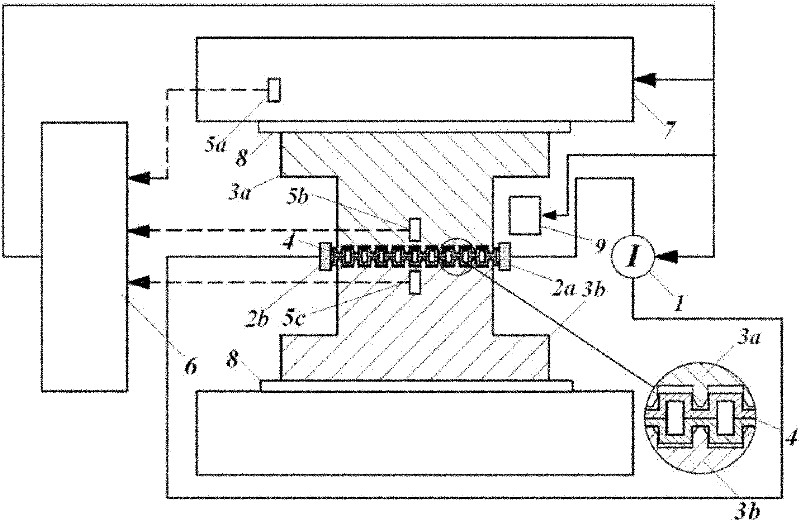
[0041] Such as figure 2 As shown, this embodiment includes: a power supply 1, a first electrode 2a, a second electrode 2b, an upper welding head 3a, a lower welding head 3b, a bipolar plate 4, a first sensor 5a, a second sensor 5b, and a third sensor 5c , controller 6, actuator 7, insulation layer 8 and cooling system 9. In this embodiment, the power supply 1 is connected to the first electrode 2a and the second electrode 2b, the first electrode 2a is connected to one side of the bipolar plate, and the second electrode 2b is connected to the other side of the bipolar plate, so that the entire bipolar plate can pass current. The second sensor 5b and the third sensor 5c respectively collect the temperature near the upper and lower surfaces of the welding area, the first sensor 5a collects the pressure information of the actuator 7, and the first, second and third sensors all transmit data to the controller 6 . The controller 6 generates control signals to control the current...
Embodiment 3
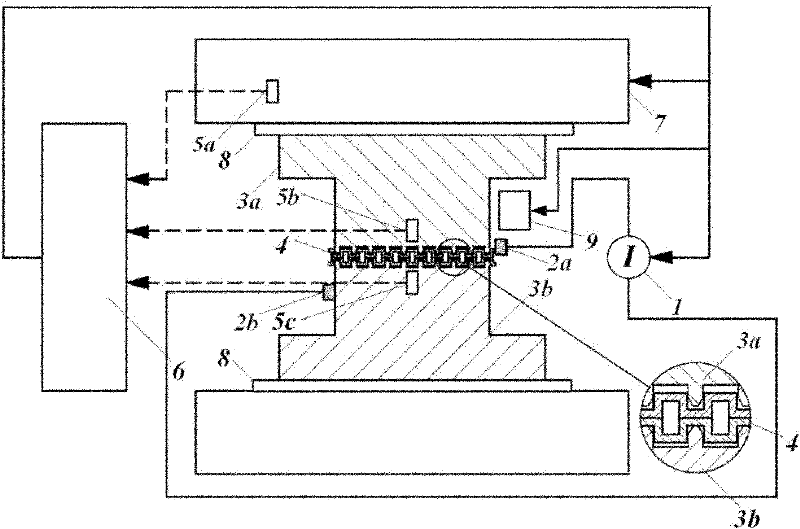
[0053] Such as image 3 As shown, this embodiment includes: a power supply 1, a first electrode 2a, a second electrode 2b, an upper welding head 3a, a lower welding head 3b, a bipolar plate 4, a first sensor 5a, a second sensor 5b, and a third sensor 5c , controller 6, actuator 7, insulation layer 8 and cooling system 9. In this embodiment, the power source 1 is connected to the first electrode 2a and the second electrode 2b, the first electrode 2a is connected to the upper unipolar plate, and the second electrode 2b is connected to the lower welding head to form a circuit. The second sensor 5b and the third sensor 5c respectively collect the temperature near the upper and lower surfaces of the welding area, the first sensor 5a collects the pressure information of the actuator 7, and the first, second and third sensors all transmit data to the controller 6 . The controller 6 generates control signals to control the current of the power supply 1 and the pressure and displacem...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More