

Groove casting technique for large belt pulley
A pulley and casting groove technology, applied in the direction of casting mold, core, casting mold composition, etc., can solve the problems of reduced casting efficiency and machining efficiency, uncontrollable mold matching accuracy, and large machining allowance. Economical, reduce material consumption, improve the effect of bottom shrinkage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] In order to further understand the invention content, characteristics and effects of the present invention, the following examples are given, and detailed descriptions are as follows in conjunction with the accompanying drawings:
[0036] 1) Make a model for forming the cavity:
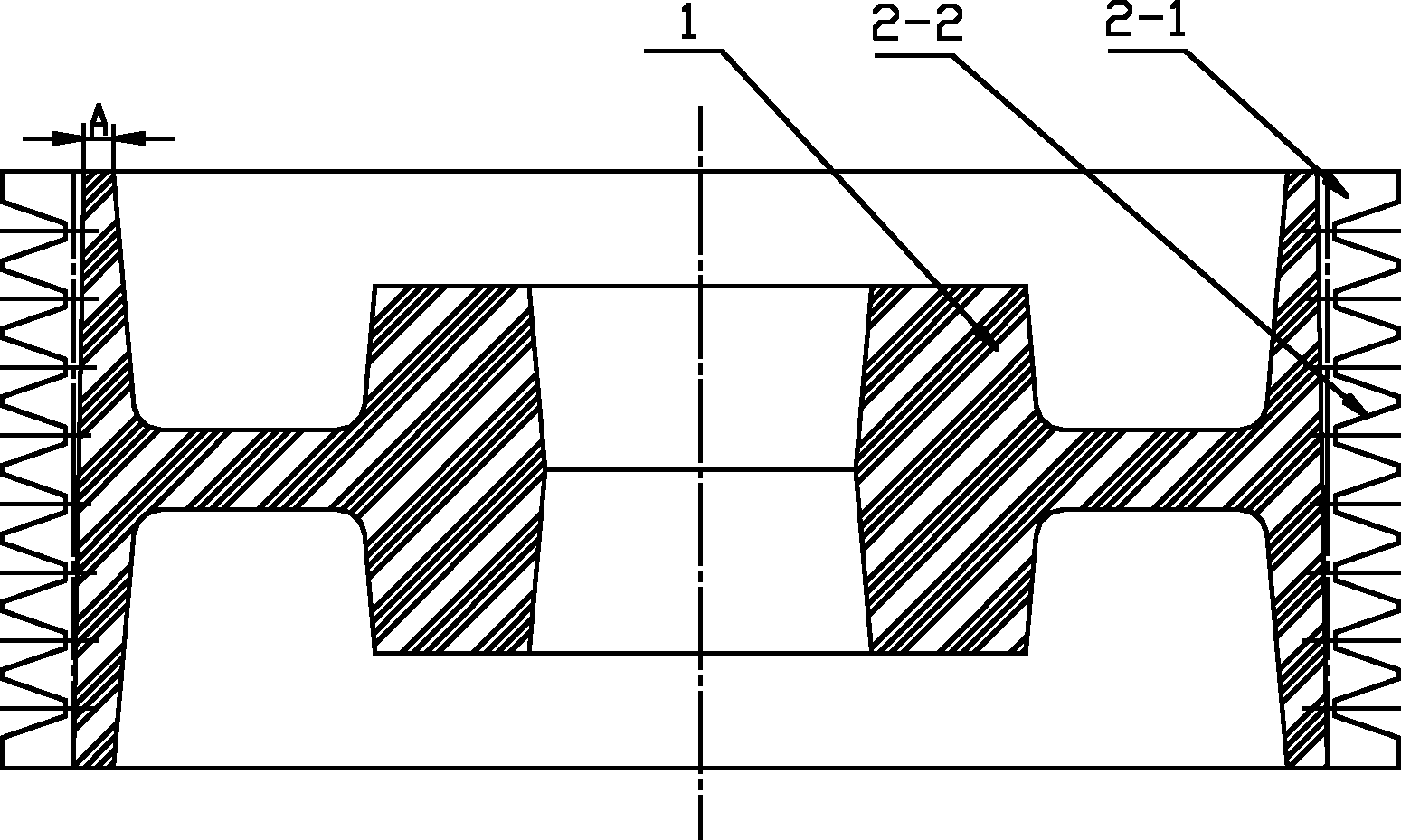
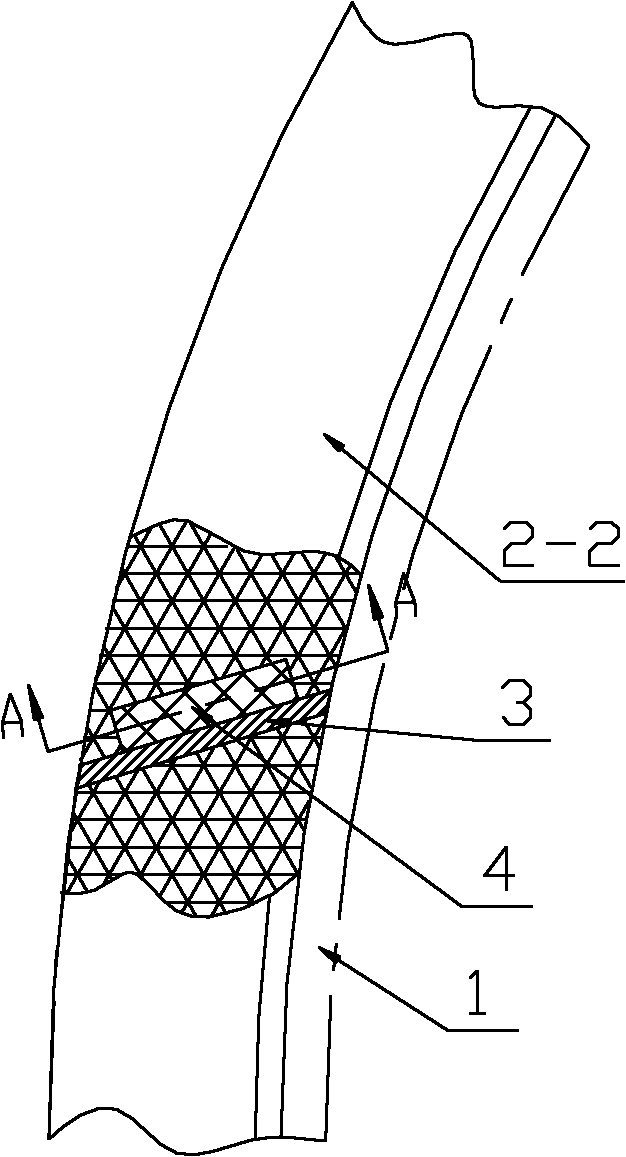
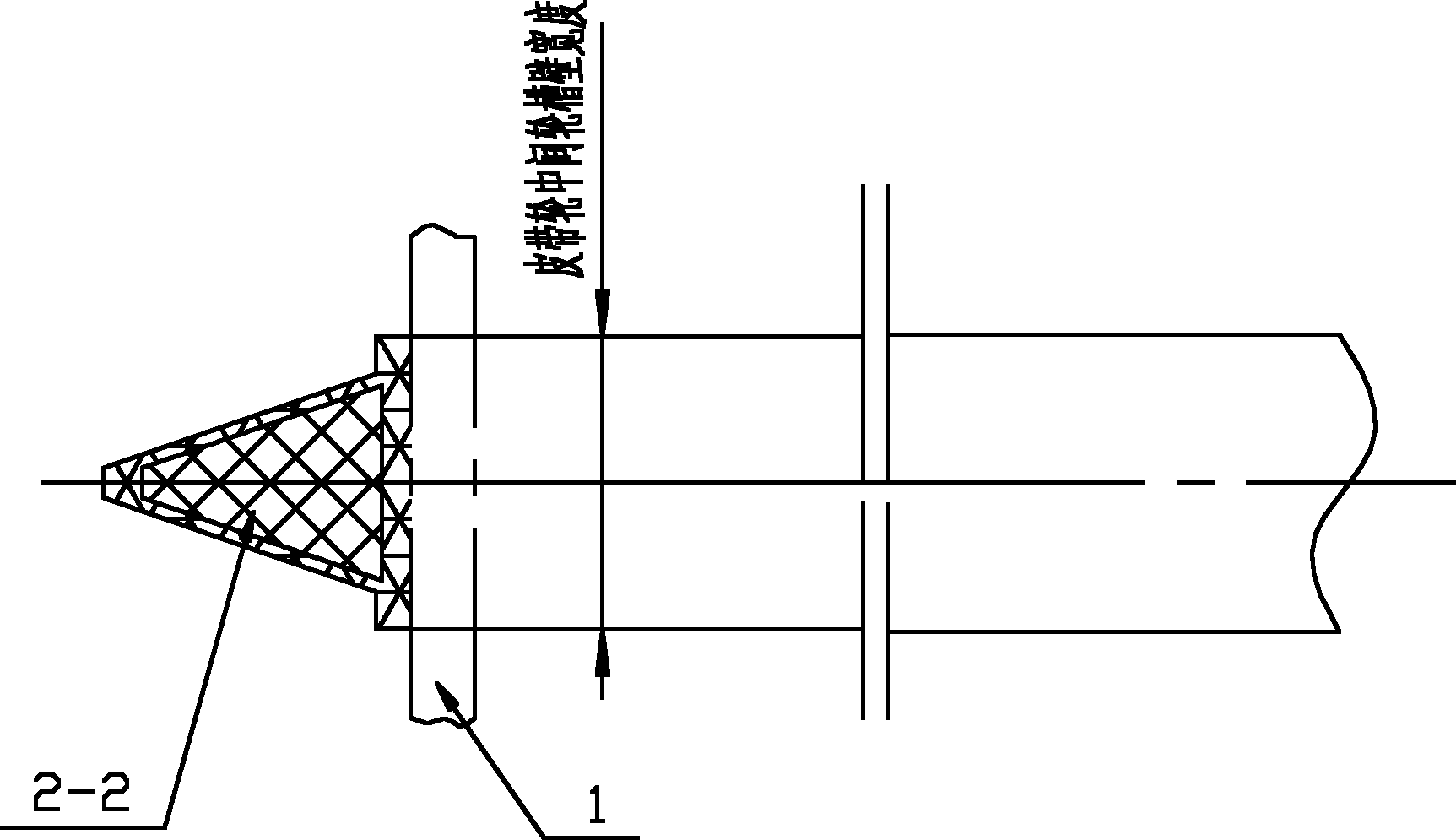
[0037] see Figure 1 to Figure 6 , the model used to form the cavity includes the pulley base model 1 and the number of open annular flexible blocks corresponding to the number of pulley groove walls.
[0038] see figure 1 , the pulley base model 1 is a cast nylon model adapted to the shape of the pulley; the outer surface of the pulley base model 1 is provided with a draft slope of 15' to save the gap between the pulley base model 1 and the open annular flexible block The sliding surface between them is convenient for the ejection operation of the molding process. It should be noted that the draft angle of the outer surface of the pulley base model 1 is 15', which is schematic and not rest...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More