Variable Radius Bending Method for Longitudinal Welded Pipe Roll Forming
A technology of straight seam welded pipe and roll forming, which is applied in the field of roll forming and variable radius bending of straight seam welded pipe based on deformation blind area, which can solve the problems of strip deformation blind area and incomplete contact.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0044] 1. Adopt the variable radius bending method of straight seam welded pipe roll forming of the present invention, carry out the forming of strip steel for the φ325mm welded pipe roll forming process under four kinds of different downhill amounts (0.1D, 0.4D, 0.7D, 1.0D) respectively volume design. The other initial input parameters for forming volume design are:
[0045] The final formed tube radius R=325 / 2mm;
[0046] The starting point of deformation blind zone a=0.5;
[0047] The end point of the deformation dead zone b=0.72;
[0048] Edge bending angle θ 3 = 38;
[0049] The radius of curvature R of the deformation dead zone 2 =R / 0.1=1625mm;
[0050] Fine forming first pass F p1 The vertical position coordinate value of Z fp1 =16100mm;
[0051] Fine forming first pass F p1 The width of the guide ring W f1 =64.38mm.
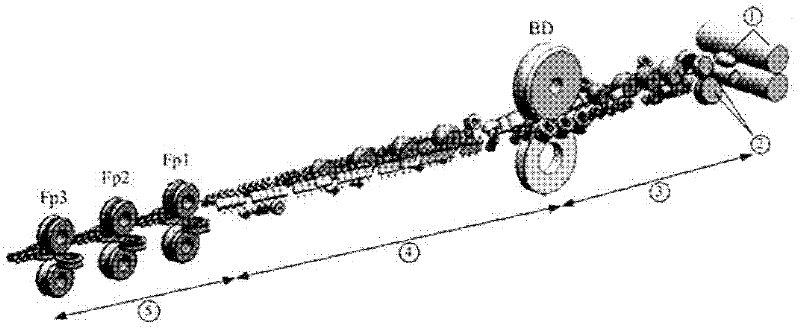
[0052] like Figure 5-Figure 7 As shown, this embodiment includes the following steps:
[0053] The first step is the longitudinal deformat...
Embodiment 2
[0079] Adopt the variable-radius bending method of roll forming of straight seam welded pipe of the present invention, carry out the forming amount design of strip steel for four kinds of different descending amounts (0.1D, 0.4D, 0.7D, 1.0D) under the roll forming process of φ406mm welded pipe . The other initial input parameters for forming volume design are:
[0080] The final formed tube radius R=406 / 2mm;
[0081] The starting point of deformation blind zone a=0.53;
[0082] The end point of the deformation dead zone b=0.75;
[0083] Edge bending angle θ 3 = 38;
[0084] The radius of curvature R of the deformation dead zone 2 =R / 0.1=2030mm;
[0085] Fine forming first pass F p1 The vertical position coordinate value of Z fp1 =16100mm.
[0086] According to the above-mentioned variable radius bending method, the parameters of the forming quantity with a descending amount of 0.7D are finally obtained as listed in Table 2, and the designed forming shape bitmaps under...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More