Method for thermally bulging aluminium alloy rectangular ring rolled piece
A rectangular ring and thermal expansion technology is applied in the field of thermal expansion of aluminum alloy rectangular ring rolling pieces, which can solve the problems of low dimensional accuracy of ring rolling pieces and achieve the effect of improving dimensional accuracy.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0043] The main chemical element content (percentage by weight) of the alloy is: 0.15% to 0.25% of Si content, 0.9% to 1.4% of Fe content, 1.8% to 2.7% of Cu content, ≤0.25% of Mn content, and ≤0.25% of Mg content. 1.2%~1.8%, Ni content 0.8%~1.4%, Zn content ≤0.15%, Ti+Zr content ≤0.25%, Ti content ≤0.20%, other elements total ≤0.15%, balance Al.
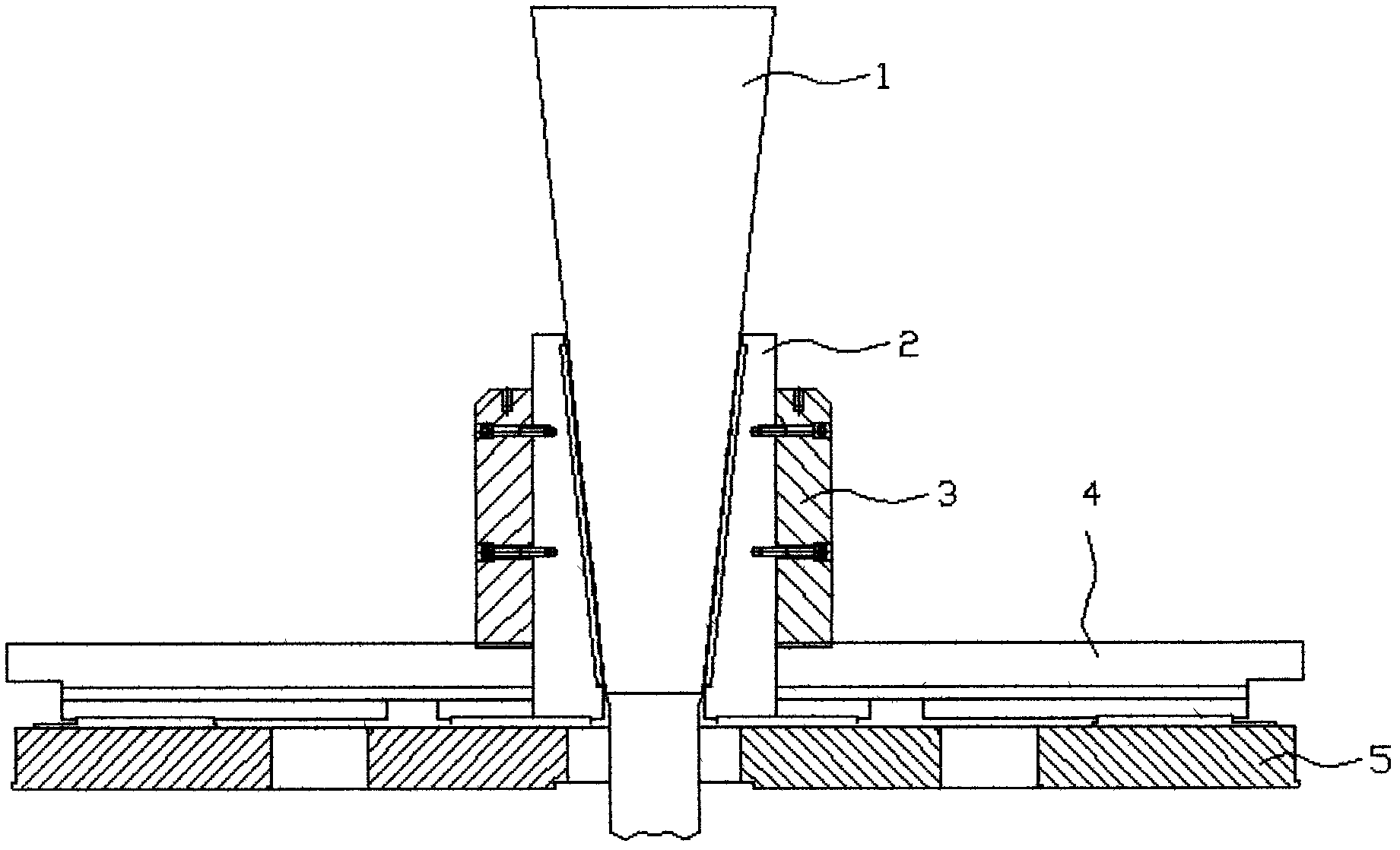
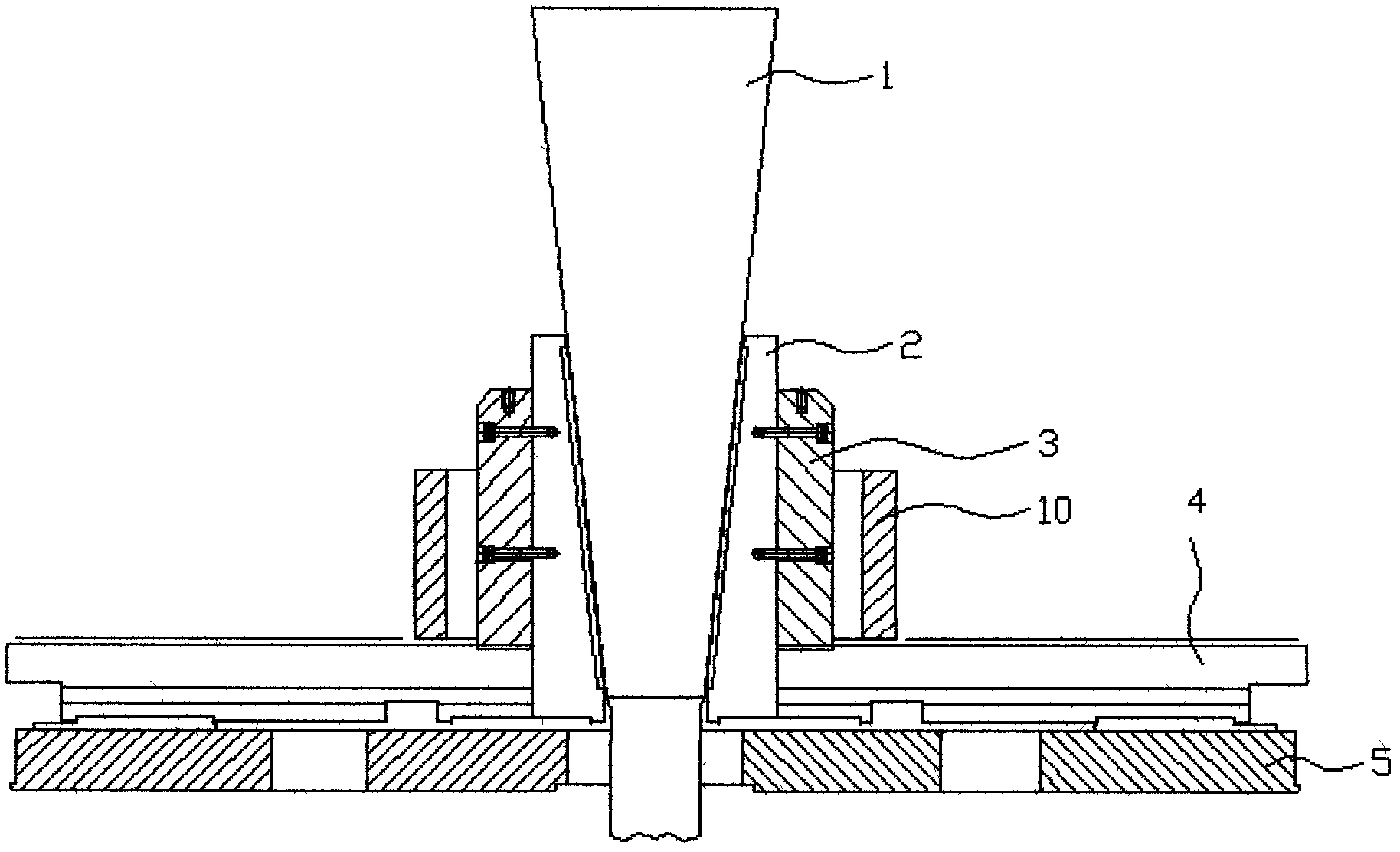
[0044] The structural diagram of the bulging machine for implementing the thermal bulging method of the present invention is as follows: figure 2 As shown, the bulging machine is mainly composed of a mandrel slider 1, a radial slider 2, a bulging block 3, a workbench 4 and a guide rail 5. The mandrel slider 1 is conical and is set in the radial slider 2 to cooperate with the conical inner peripheral surface of the radial slider 2. The mandrel slider 1 can be driven by the hydraulic cylinder of the bulging machine on the radial slider 2. Move up and down in the axial direction and squeeze the radial slider 2; the radial slider 2 is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com