

Arc start and arc withdrawal control method for double-wire serial submerged arc welding
A control method and submerged arc welding technology, which is applied to arc welding equipment, manufacturing tools, welding equipment, etc., can solve the problems of lack of timing or coordinated control of two welding wires' arc starting and arc closing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0039] The specific embodiments of the present invention will be described in further detail below with reference to the accompanying drawings, but the embodiments of the present invention are not limited thereto.
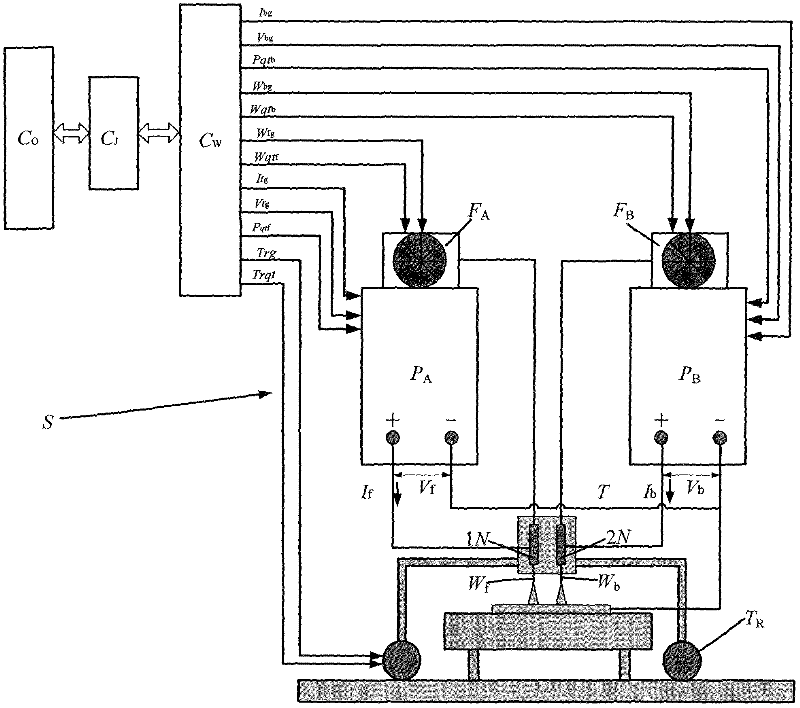
[0040] figure 1 Shows the welding system used in the arc starting and ending control method of double-wire tandem submerged arc welding of the present invention. Referring to the system principle structure diagram shown in the figure, the welding system S of this embodiment has master and slave welding power sources P A , P B , Master and slave wire feeder F A , F B (Also called front wire feeder and rear wire feeder), welding torch T, walking mechanism T R , Computer device C O , Interface circuit C J And welding control device C W . The welding system is used for double-wire tandem submerged arc welding.
[0041] Master and slave welding power source P A , P B Give the front and back welding wires W f , W b Power supply (Note: In this article, the subscript f means "f...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More