

Precision control method of springback radius and springback angle for numerical control forming of bent pipe
A technology of precise control and rebound angle, applied in the field of mechanical processing, can solve the problems of consuming energy and material resources, without considering the rebound radius, etc., and achieve the effect of wide applicability, simple and reliable process method, and low process cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0040] This embodiment is a precise control method for the springback radius and springback angle of digitally controlled bent pipe forming.
[0041] The formed pipe is a TA18 high-strength titanium pipe with a diameter of 9.525mm and a wall thickness of 0.508mm. The forming radius is 28.575mm, and the forming angle of the pipe is 70°. The specific steps are as follows:
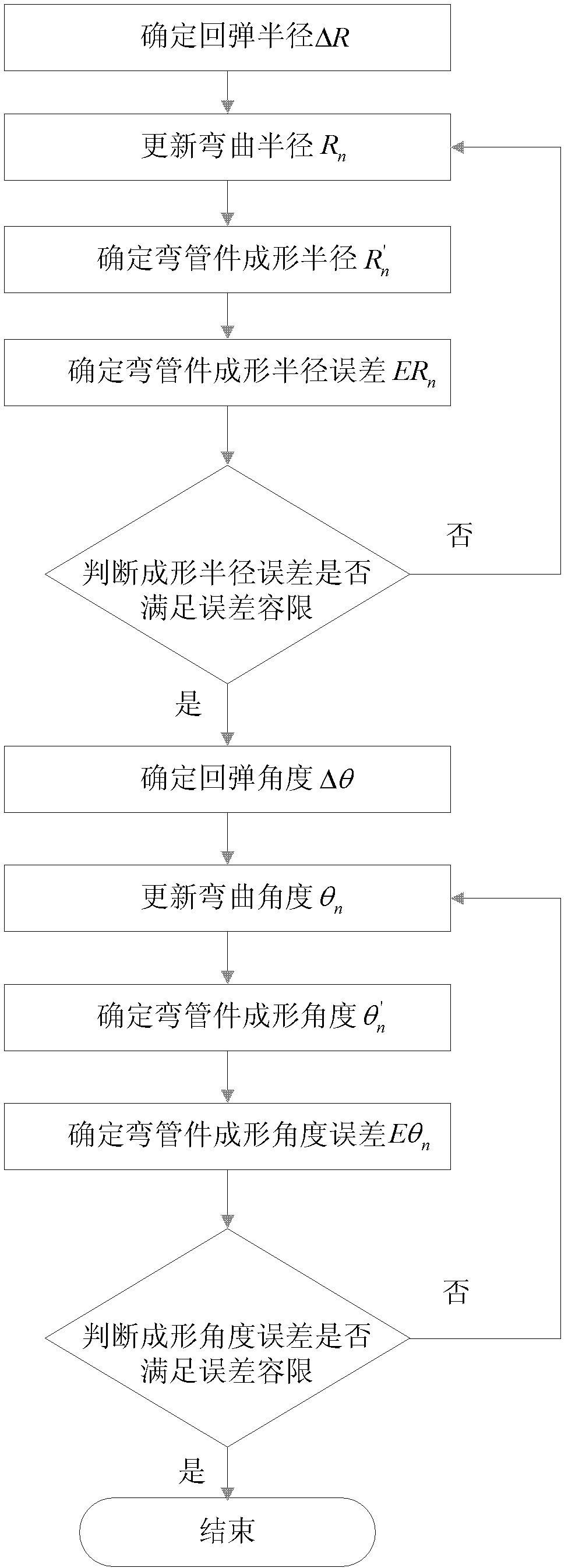
[0042] Step 1, determine the rebound radius. Under stable forming conditions, LS-DYNA software is used for finite element modeling and simulation to obtain the springback radius ΔR. The stable forming condition is that there is no wrinkling on the inner side of the pipe wall, and both the maximum section distortion rate and the maximum wall thickness reduction rate meet the bending pipe forming requirements. In this embodiment, the maximum section distortion rate is required to be less than or equal to 5%, and the maximum The wall thickness reduction rate is required to be less than or equal to 25%. The reb...
Embodiment 2
[0067] This embodiment is a precise control method for the springback radius and springback angle of digitally controlled bent pipe forming.
[0068] The formed tube is a TA18 high-strength titanium tube with a diameter of 9.525mm and a wall thickness of 0.508mm. The bending radius is 28.575mm and the bending angle of the tube is 70°. The specific steps are as follows:
[0069] Step 1, determine the rebound radius. Under stable forming conditions, ABAQUS software was used for finite element modeling and simulation to obtain the springback radius ΔR. The stable forming condition is that there is no wrinkling on the inner side of the pipe wall, and both the maximum section distortion rate and the maximum wall thickness reduction rate meet the bending pipe forming requirements. In this embodiment, the maximum section distortion rate is required to be less than or equal to 5%, and the maximum The wall thickness reduction rate is required to be less than or equal to 25%. The dete...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Wall thickness | aaaaa | aaaaa |
| Bending radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More