

Method for molding spiral equal-wall-thickness hollow screw pump stator rubber bushing
A molding method and hollow screw technology, applied in the field of rubber processing, can solve the problems of screw pump stator deformation, inability to withstand high pressure, bursting, etc., and achieve the effect of improving process operability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
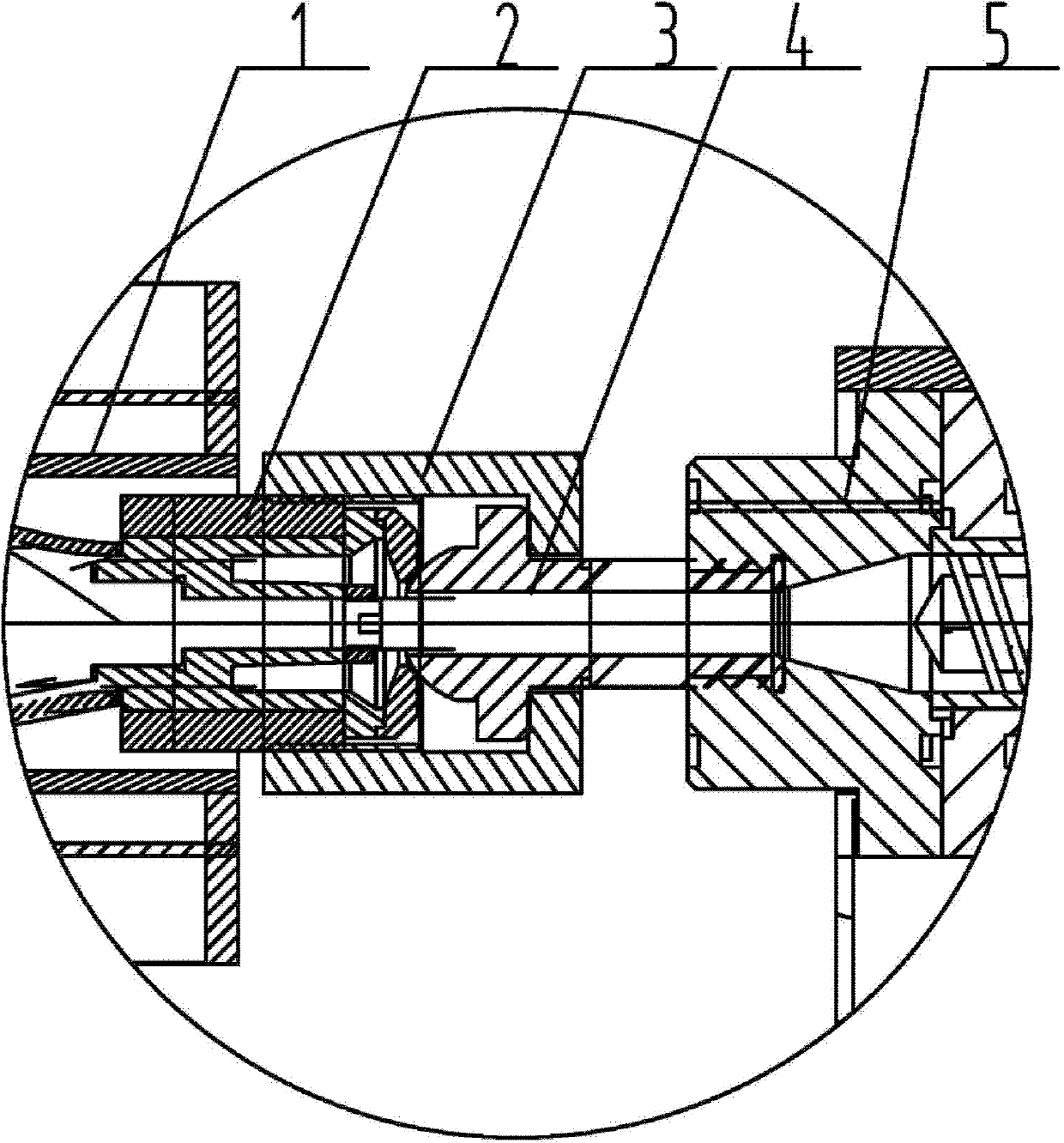
[0017] The molding device used in this embodiment (see figure 1 ) The main structure includes a pulling device 3, a screw pump stator 2 that is internally threaded with the pulling device 3, an extruder nozzle 4 that is directly pressed with the pulling device 3, and the nozzle 4 is reversely threaded to the cold feed extrusion In the machine 5, wherein the pulling device 3 is installed in the heating device 1; molding is carried out according to the following steps:
[0018] (1) First, install the screw pump stator, the mandrel and the runner device on the molding device. The center of the runner and the mandrel is positioned with a 45-degree conical surface, and the axial direction is the axis of the front and rear screw pump stator end faces. Position to the distance to ensure that the end face of the inner flow channel device is the same distance from the end face of the screw pump stator. The stator shell of the screw pump is equidistantly installed with more than 5 rows ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More