

Symmetric rolling forming method of large inner-step ring parts
A technology of symmetrical rolling and inner steps, used in metal rolling and other directions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
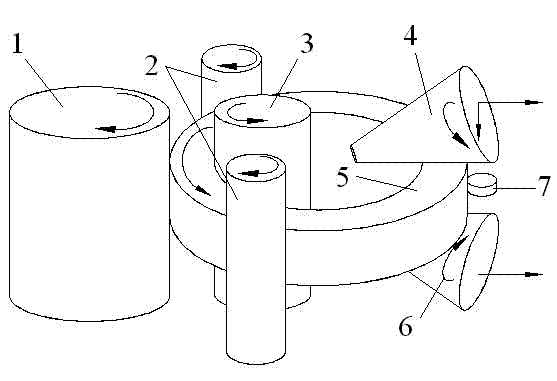
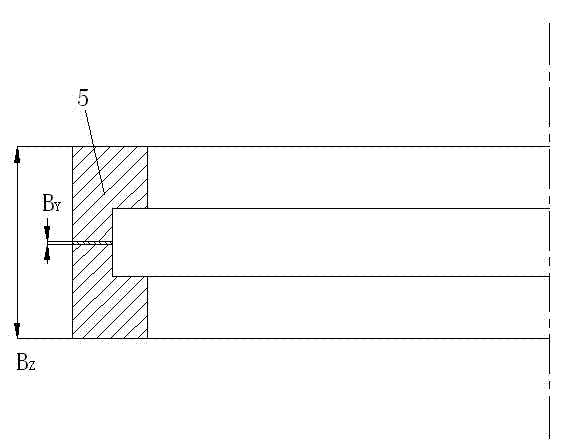
[0059] see Figure 1 to Figure 8 , the geometric dimension of ring 5 is: outer radius 784mm, inner radius 662mm, width 155mm, wall thickness at the largest inner diameter 65mm, step height 102mm, cutting allowance is 5mm. The radial and axial rolling forming process is realized in the following steps:
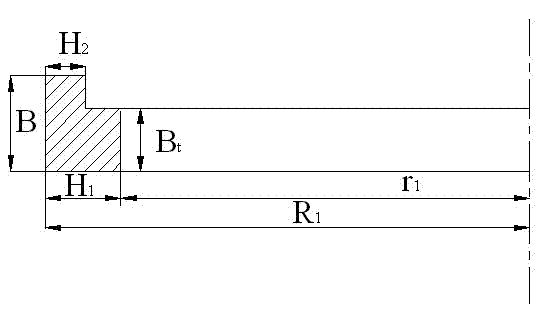
[0060] 1) Billet making: uniformly heat the bar section from room temperature to the hot forging deformation temperature, then upsetting, punching, and punching the hot section on the press to make a ring blank for rolling. According to the design method of ring blank size, take the rolling ratio is 2.5, is 1, determine the size of the ring blank as: outer radius 407mm, inner radius 177mm, width It is 373mm. ( image 3 shown).
[0061] 2) Rolling pass design: Take the rolling line speed is 1.3m / s, according to the rolling pass design method, according to Figure 4 The structure design shown in the rolling pass, in which: core roll 3 upper and lower w...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More