

Sleeve embedding groove type clamp spring component and method for boring thick-plate type hard alloy
A cemented carbide and circlip technology, which is used in drilling/drilling equipment, repairing drills, drilling tool accessories, etc., can solve the problems of damage, inconvenient disassembly, and breakage at the matching parts of the components, and is conducive to processing and appearance. Complete, state-of-the-art effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0049] The present invention will be further elaborated below by describing a preferred specific embodiment in detail in conjunction with the accompanying drawings.
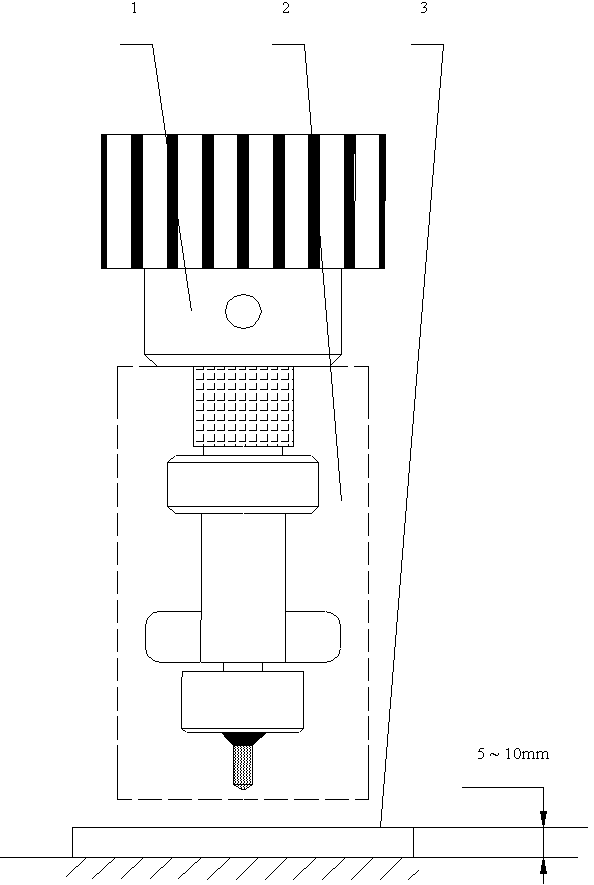
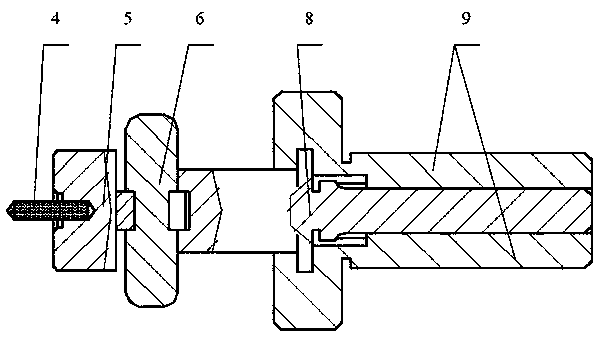
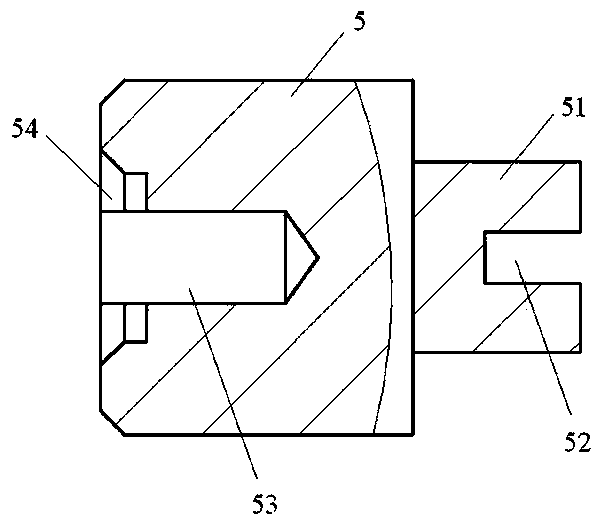
[0050] Such as figure 1 with figure 2 As shown, the sleeve nesting type circlip assembly 2 includes: a drill bit 4, in this embodiment, the drill bit 4 is made of tungsten steel material; the top sleeve 5 connected with the drill bit 4; the top sleeve 5 is connected by interference fit The shaft part 8; the sleeve set on the outside of the shaft part 8, the outer wall of the sleeve is fixedly clamped by the wrench drill chuck 1, so as to fix the sleeve embedded groove type circlip assembly 2, and the thickness is 5~ The 10mm hard alloy material 3 is drilled; the circlip positioning piece 6 is arranged between the top sleeve 5 and the shaft part 8 through the slot. In this embodiment, the top sleeve 5, the shaft part 8 and the sleeve are all made of Cr12 steel and heat-treated to obtain higher surface hardness ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More