

Powdery metallurgy balance block for crankshaft of gasoline engine and production method for powdery metallurgy balance block
A powder metallurgy and gasoline engine technology is applied to the powder metallurgy balance weight of the gasoline engine crankshaft and its production field.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
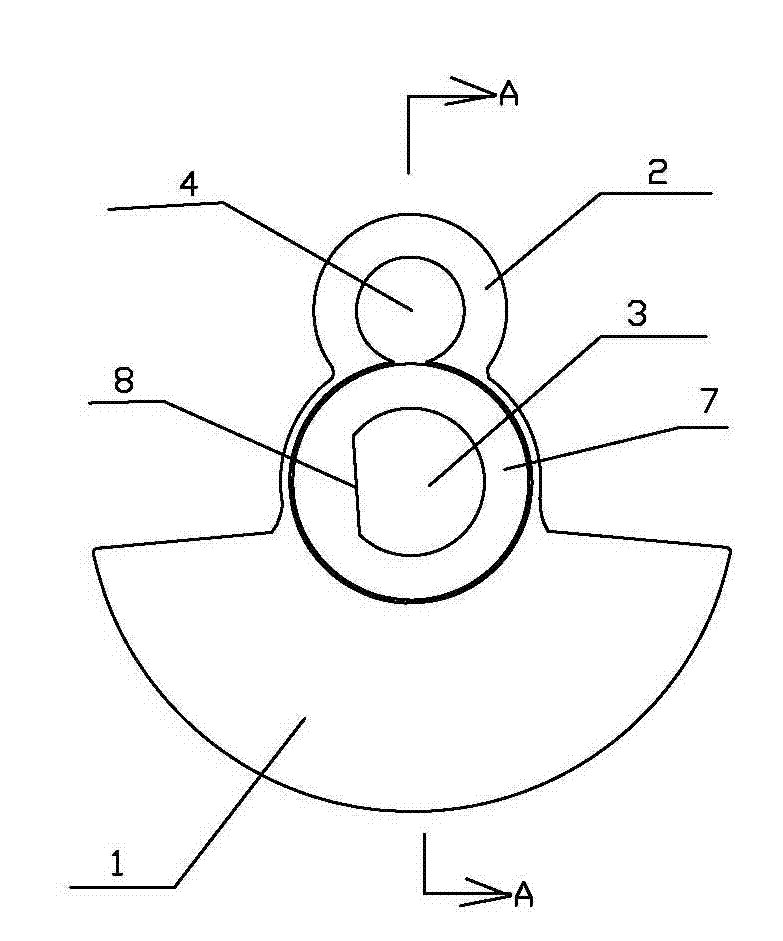
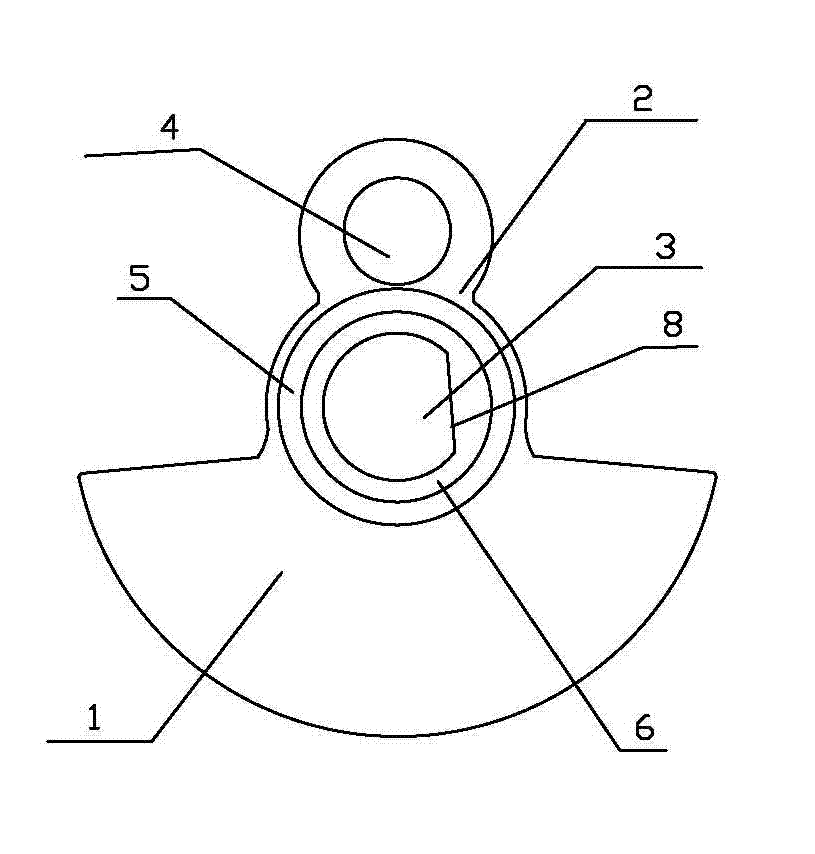
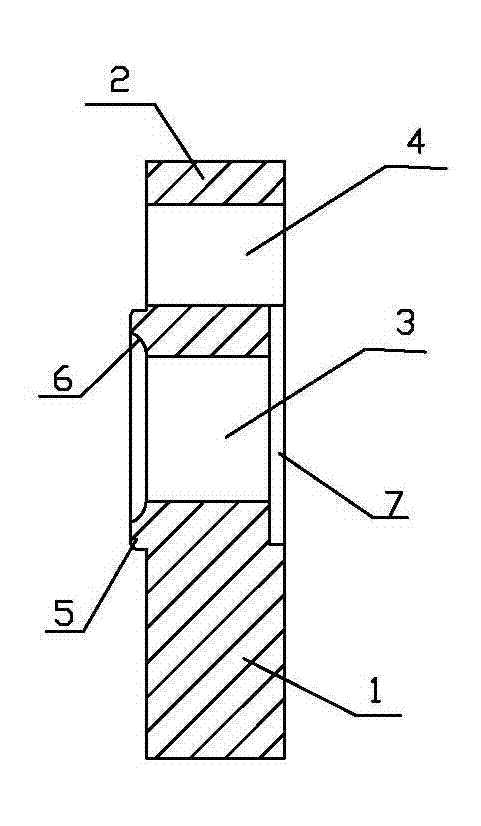
[0028] Implemented in our company, raw materials are weighed in batches of 100 pieces. produce as figure 1 , figure 2 , image 3 The shown gasoline engine crankshaft powder metallurgy balance weight.
[0029] The gasoline engine crankshaft powder metallurgy balance weight is characterized in that it includes a powder metallurgy semicircle block 1 and a powder metallurgy crank 2, and a fixing hole 3 at one end of the main shaft is provided at the connection part of the powder metallurgy semicircle block 1 and the powder metallurgy crank 2, and the powder The end of the metallurgical crank 2 is provided with a fixing hole 4 of the crank shaft, and the powder metallurgy semicircle fast 1 and the powder metallurgy crank 2 are symmetrical with respect to the fixing hole 3 at one end of the main shaft for weight balance; the fixing hole at one end of the main shaft One side of the inner wall of the 3 is a flat wall 8, and one end of the main shaft is inserted into the fixing hol...
Embodiment 2
[0045] The raw materials are weighed in batches of 100 pieces, including: copper powder 1%, nickel powder 3%, molybdenum powder 0.3%, graphite 0.7%, paraffin wax 0.6%, and the balance is iron powder.
[0046] Production steps (1), (2), (3) are the same as in Example 1.
[0047] In the production step (4), sinter the powder metallurgy balance block blank of the gasoline engine crankshaft: use a mesh belt furnace for sintering, the temperature in the pre-sintering stage is 780°C, last for 60 minutes, and the temperature in the alloying and sintering stage is 1120°C, last for 85 Minutes, cool down with the furnace.
[0048] In step (5), the qualified finished product is tested: After standard testing, its technical indicators are as follows: 100 pieces are all tested, and the test results are: 98 pieces have technical indicators as follows:
[0049] Average density: >7.52g / cm 3 ;
[0050] Average heat treatment hardness: HRC52;
[0051] Average tensile strength: >1050MPa;
[0...
Embodiment 3
[0055] The raw materials are weighed in batches of 100 pieces, including: copper powder 5%, nickel powder 1.5%, molybdenum powder 0.6%, graphite 0.8%, paraffin wax 1%, and the balance is iron powder.
[0056] Production steps (1), (2), (3) are the same as in Example 1.
[0057] In the production step (4), sinter the powder metallurgy balance block blank of the gasoline engine crankshaft: use a mesh belt furnace for sintering, the temperature in the pre-sintering stage is 850°C for 60 minutes, and the temperature in the alloying and sintering stage is 1120°C for 65 Minutes, cool down with the furnace.
[0058] In step (5), the qualified finished product is tested: After standard testing, its technical indicators are as follows: 100 pieces are all tested, and the test result is: 96 pieces reach:
[0059] Average density: >7.5g / cm 3 ;
[0060] Average heat treatment hardness: HRC56;
[0061] Average tensile strength: >1060MPa;
[0062] Dimensional accuracy grade: ≥IT 7 grade...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Density | aaaaa | aaaaa |
| Average density | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More