

Process for producing high-strength interstitial-free (IF) steel with high plastic strain ratio (r) value
A production process and high-strength technology, applied in the field of high-strength IF steel, can solve the problems of prolonging the production cycle, restricting practical application, and high production cost, and achieving the effect of increasing the r value, being easy to implement, and improving the deep drawing performance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0017] specific implementation plan
[0018] The composition of the high-strength IF steel implemented in the present invention is shown in Table 1.
[0019] Table 1 The chemical composition (wt%) of the steel of the specific embodiment of the present invention
[0020]
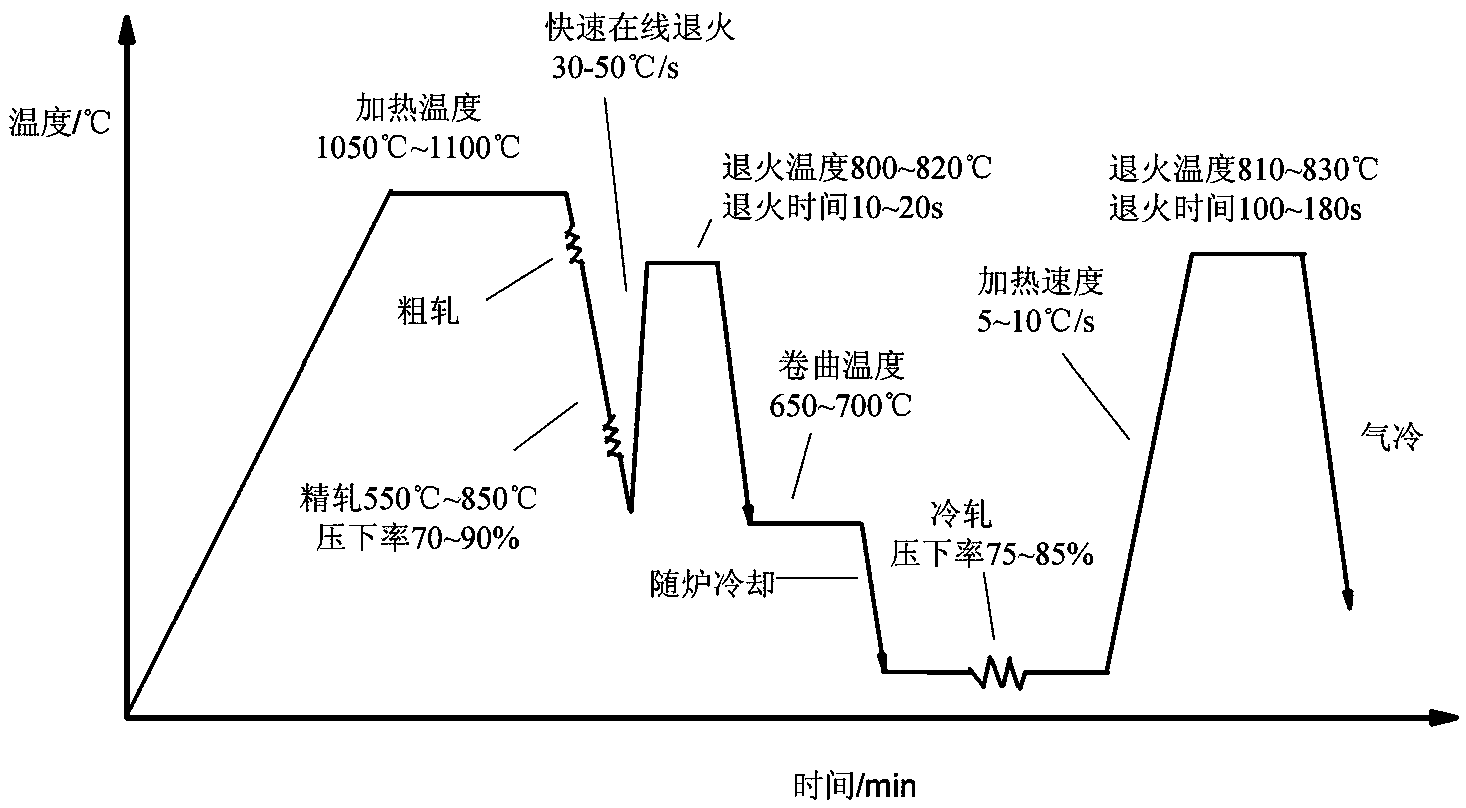
[0021] Carry out smelting, casting and forging according to the composition in Table 1, heat the forging billet to 1100°C, keep it warm for 2 hours, and carry out hot rolling on a 350mm hot rolling mill with the starting temperature of 1050°C, after 2 passes of rough rolling and 4 passes of finishing Rolling, the final thickness is 2.5mm, wherein the finish rolling start temperature is 850°C, the finish rolling reduction rate is 75%, the last two passes of finish rolling start rolling temperature is 650°C, the final rolling temperature is 550°C, two passes The cumulative reduction rate is 45%. After rolling, it directly enters the online rapid annealing furnace and is rapidly heated to an online annealin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More