

Method for controlling hot continuous rolling finish rolling process
A process control and process control system technology, applied in rolling mill control devices, metal rolling, metal rolling, etc., can solve problems such as low production efficiency, limited parallelism of development programs, single model algorithm, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
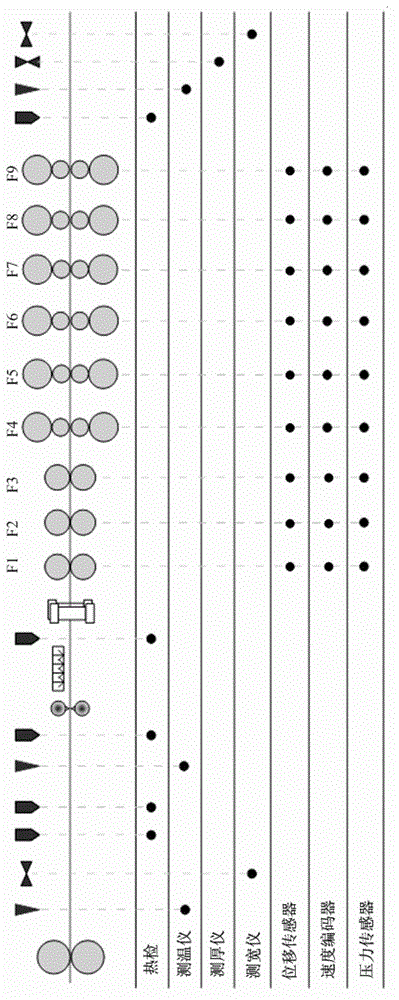
[0082] The specific implementation of the present invention will be further described below in conjunction with the accompanying drawings.
[0083] The process control method of hot tandem rolling and finishing rolling is applied to a hot tandem rolling and finishing rolling site, such as figure 2 As shown, the on-site finishing mill consists of nine stands (F1-F9). There is a pyrometer at the entrance and exit of the finish rolling, which is used to detect the temperature value of the strip, and a thickness gauge at the exit of the finish rolling. It is used to detect the actual thickness of the exit; each frame has a displacement sensor (for measuring the roll gap value), a speed encoder (for measuring the actual rotation speed of the roll, and then measuring the line speed of the roll) and a pressure sensor (for measuring the rolling force).
[0084] The server uses a highly reliable industrial standard PC Server (HP DL580G7 server), and the basic configuration is:
[00...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More