Casting mold of conical sand maker breaking wall and casting process
Technology of a cone sand making machine and casting process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
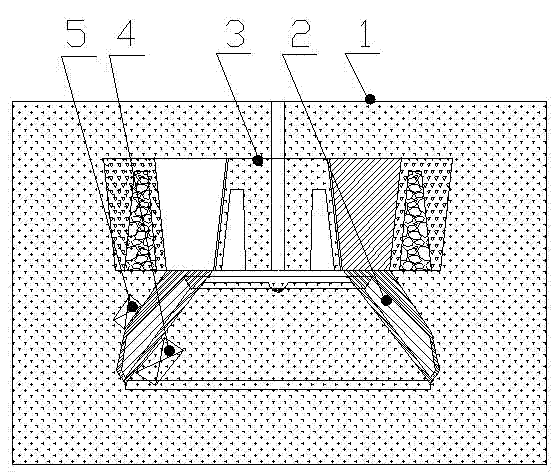
[0016] Embodiment 1: with reference to attached Figure 1-3 . A pouring mold casting process for the crushing wall of a cone sand making machine, the height of the crushing wall forming cavity 2 in the sand box 1 is smaller than the height of the pouring riser 3 or the volume of the forming cavity 2 is smaller than the pouring riser 3 volume, or the high chromium cast iron The weight of the crushing wall is less than that of the pouring riser. Pour high-chromium cast iron into the crushing wall molding cavity 2 and the pouring riser 3, and then hang the sand box 1 on a high-frequency vibration platform for high-frequency vibration. After cooling A high-density high-chromium cast iron crushing wall can be obtained. The inner wall and the outer wall of the crushing wall forming die cavity 2 are provided with a plurality of built-in cold irons 4 and external cold irons 5, and the cold irons 4 and 5 are evenly distributed. A circle of the pouring riser 3 is provided with a plura...
Embodiment 2
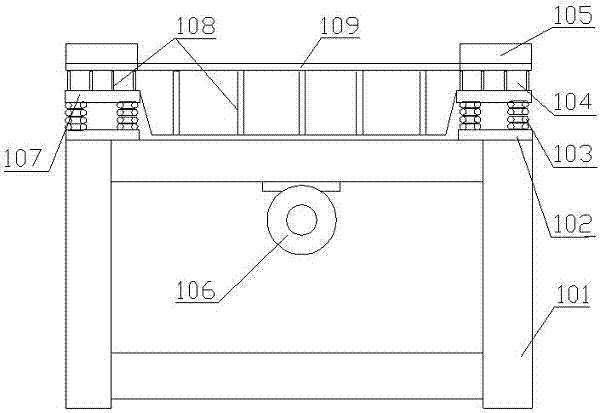
[0017] Embodiment 2: with reference to attached image 3 . A high-frequency vibration platform for the pouring mold of the broken wall of the cone sand making machine. One or more compression springs 103 are placed at the four corners of the rectangular support 101, and the compression spring 103 is equipped with a pressure-bearing vibration platform 104 and a high-frequency vibrator 105. It is located in the middle of the back of the pressure-bearing vibration platform 104 and drives the pressure-bearing vibration platform to vibrate at high frequency. A pressing plate 102 is disposed on the lower end surface of the compression spring 103 . Angular baffles 105 are provided at the four corners of the platform surface of the pressure-bearing vibration platform 104 . The pressure-bearing vibration platform 104 is composed of a platen 109, a vertical plate 108 and a four-corner spring top plate 107. The vertical plate 108 is vertically welded on the back of the platen 109, and ...
Embodiment 3
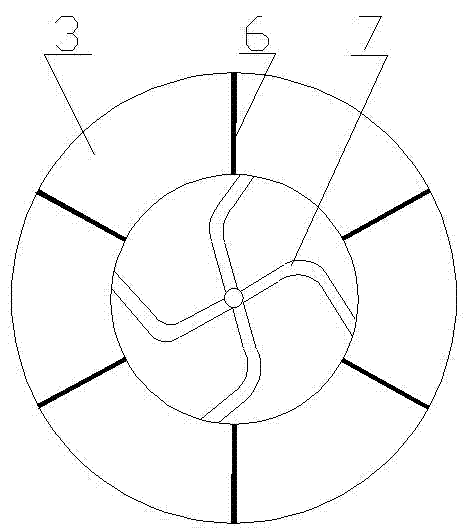
[0018] Embodiment 3: with reference to attached figure 1 . A broken wall pouring mold for a cone sand making machine, comprising a sand box 1, the height of the broken wall forming mold cavity 2 in the sand box 1 is smaller than the height of the pouring riser 3 or the volume of the forming mold cavity 2 is smaller than the volume of the pouring riser 3, and the pouring riser 3 circles are provided with a plurality of riser spacers 6. The inner and outer walls of the crushing wall molding cavity 2 are provided with a plurality of built-in cold irons 4 and external cold irons 5 . The pouring riser 3 is provided with a plurality of runners 7 .
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com