Welding technology for large connecting cylinder
A welding process and connecting cylinder technology, which is applied in the welding process field of large-scale connecting cylinders for ships, can solve the problems of high welding heat, slag inclusion in weld seam, deformation of weldment, etc., and achieve the effect of no slag inclusion deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0012] Embodiments of the present invention will be further described below in conjunction with accompanying drawings:
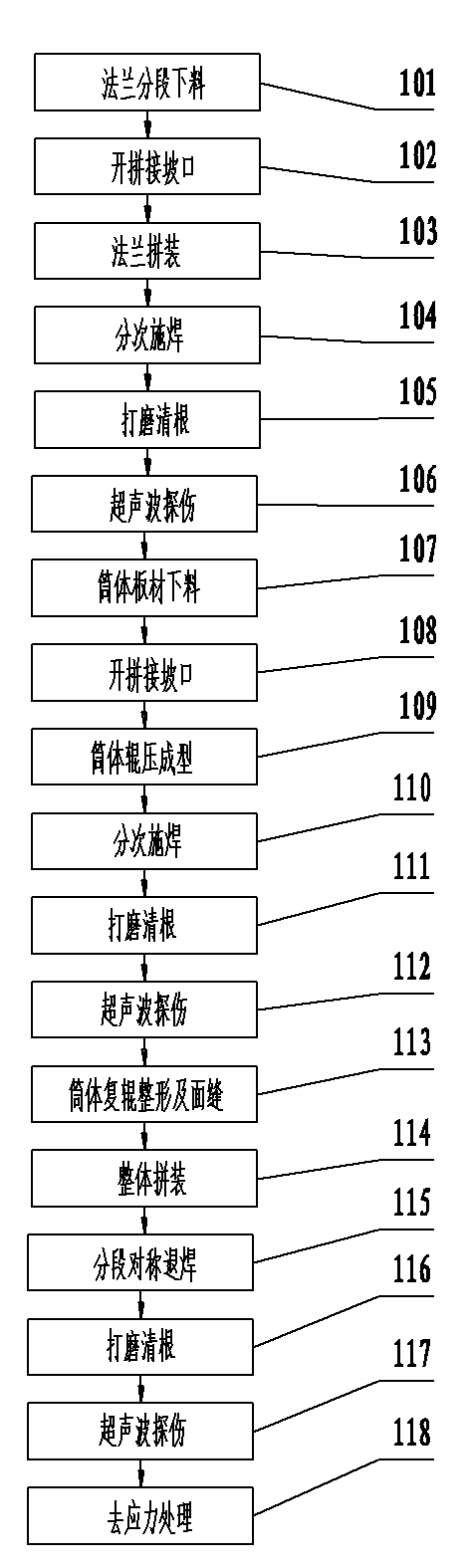
[0013] figure 1 The large-scale flange welding method shown includes the following steps: step 101: blanking the flange in sections; step 102: opening the splicing groove; step 103: assembling the flange; step 104: welding in batches; step 105: Grinding and root cleaning; Step 106: Ultrasonic flaw detection; Step 107: Cylinder sheet blanking; Step 108: Splicing groove; Step 109: Cylinder roll forming; Step 110: Welding in stages; Step 111: Grinding and root cleaning ;Step 112: Ultrasonic flaw detection; Step 113: Double roller shaping and surface seam of the barrel; Step 114: Overall assembly; Step 115: Segmented and symmetrical desoldering; stress relief. The specific implementation method is as follows:
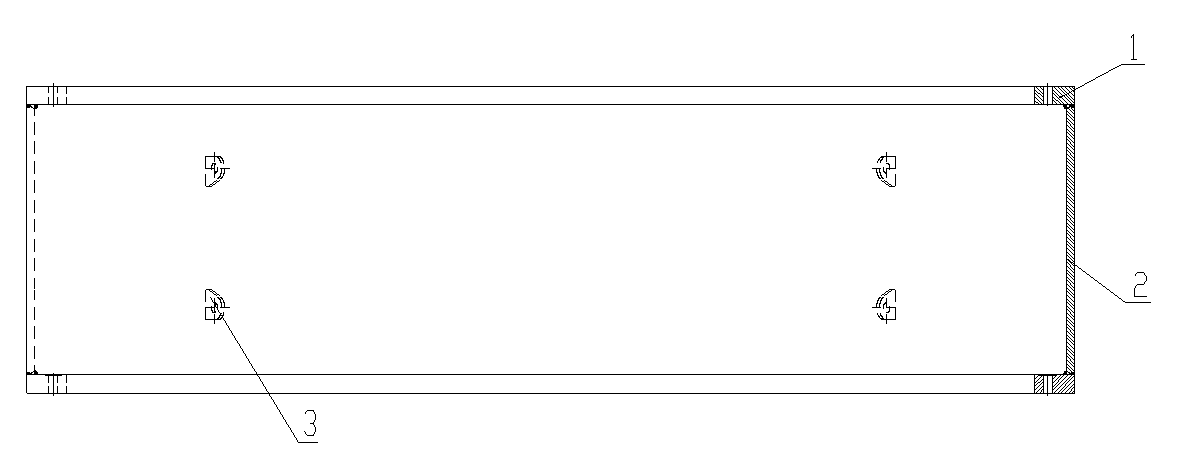
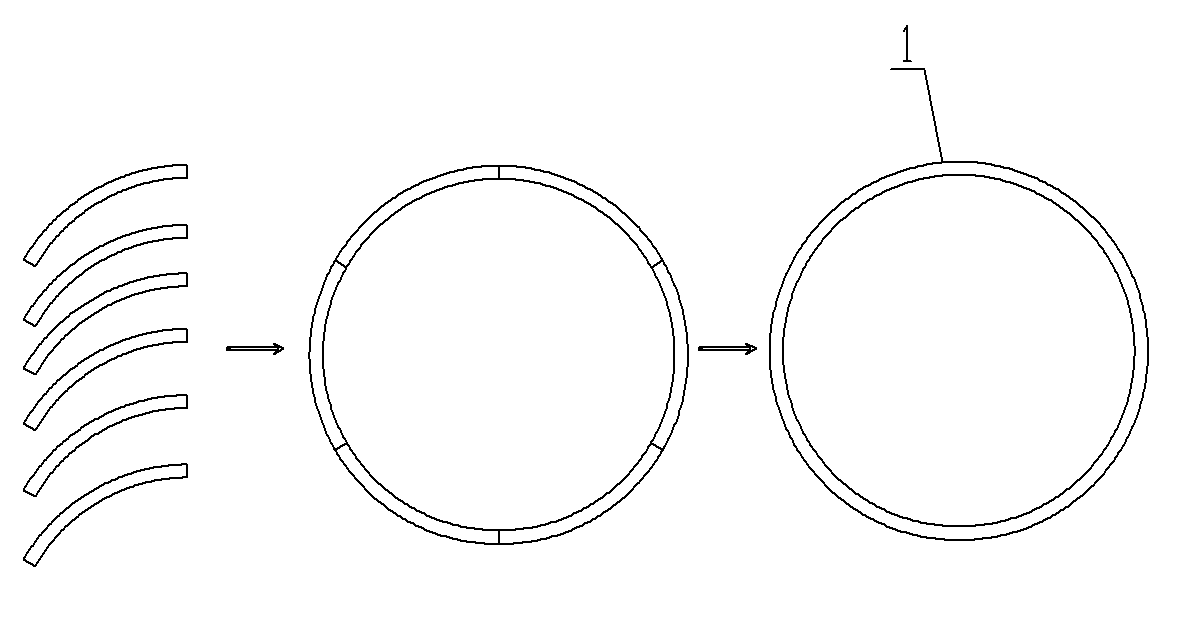
[0014] figure 2 The large connecting cylinder includes a cylinder 1 welded with two flanges 2 on the upper and lower end surfaces of the cylinder 1,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com