

Preparation method of continuous fiber-reinforced thermoplastic compound prepreg tape pipe
A technology of continuous fiber and prepreg tape, applied in the direction of tubular objects, household appliances, and other household appliances, which can solve the problems of low industrial production efficiency, complex equipment, and cumbersome process, and achieve light weight, simple equipment, and shortened process. The effect of the process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] In the continuous glass fiber reinforced polypropylene thermoplastic resin composite prepreg tape of the present invention, the glass fiber content is 40%, and the polypropylene resin matrix content is 60%. The cutting width of the composite prepreg tape is 0.5-3cm.
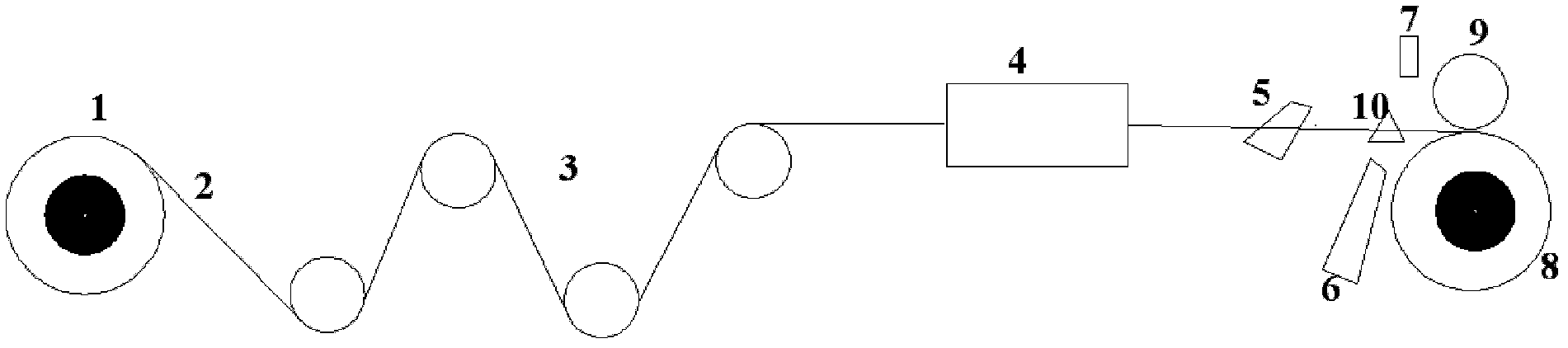
[0038] (1) The glass fiber reinforced polypropylene resin composite prepreg tape 2 placed in the rolling device 1, the composite prepreg is manually paved and then enters the tension roller group 3, so that the composite tape enters the next stage smoothly;
[0039] (2) Enter the infrared preheating device 4 driven by the tension roller group 3, and the infrared preheating temperature is 60°C, so that the fibers have a certain temperature, speed up the winding speed, and improve the heating efficiency;
[0040] (3) Then the composite prepreg tape enters the winding nozzle 5, and the winding angle and winding direction of the prepreg tape are controlled by the winding nozzle; then the composite prepreg tape...
Embodiment 2
[0044] In this embodiment, in the continuous glass fiber reinforced polypropylene thermoplastic resin composite prepreg tape, the glass fiber content is 50%, and the polypropylene resin matrix content is 50%. The cutting width of the composite prepreg tape is 0.5-3cm.
[0045] (1) The glass fiber reinforced polypropylene resin composite prepreg tape 2 placed in the rolling device 1, the composite prepreg is manually paved and then enters the tension roller group 3, so that the composite tape enters the next stage smoothly;
[0046] (2) Enter the infrared preheating device 4 driven by the tension roller group 3, and the infrared preheating temperature is 70°C, so that the fibers have a certain temperature, speed up the winding speed, and improve the heating efficiency;
[0047] (3) Then the composite prepreg tape enters the winding nozzle 5, and the winding angle and winding direction of the prepreg tape are controlled by the winding nozzle; then the composite prepreg tape is f...
Embodiment 3
[0051] In this embodiment, in the continuous glass fiber reinforced polypropylene thermoplastic resin composite prepreg tape, the glass fiber content is 50%, and the corresponding polypropylene resin matrix content is 50%. The cutting width of the composite prepreg tape is 0.5-3cm.
[0052] (1) The glass fiber reinforced polypropylene resin composite prepreg tape 2 placed in the rolling device 1, after the composite prepreg is manually paved, enters the tension roller group 3, so that the composite tape enters the next stage smoothly;
[0053] (2) Enter the infrared preheating device 4 driven by the tension roller group 3, and the infrared preheating temperature is 80° C., so that the fiber has a certain temperature, speeds up the winding speed, and improves the heating efficiency;
[0054] (3) Then the composite prepreg tape enters the winding nozzle 5, and the winding angle and winding direction of the prepreg tape are controlled by the winding nozzle; then the composite pre...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More