

Method of brazing alloy extrusion and backflow stuffing for carrying out stirring and friction of welding keyhole
A technology of friction stir welding and keyhole, which is applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problem of non-dense filling of the bottom and the lower part of the side wall, and achieve simple tool design and production, smooth forming, and thinning Small amount of effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0047] The present invention will be further described in detail below in conjunction with specific embodiments, which are explanations of the present invention rather than limitations.
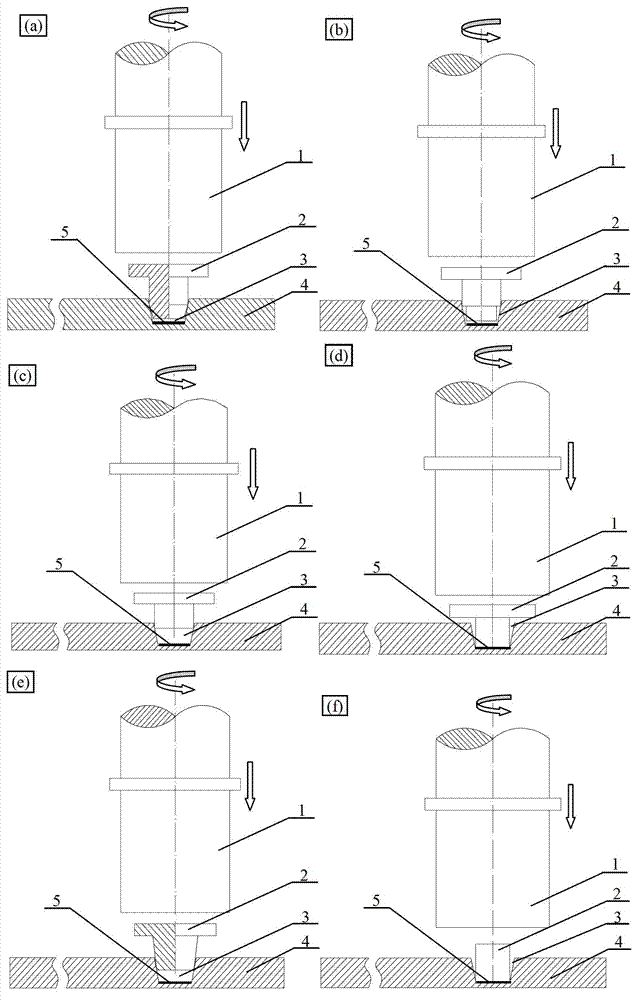
[0048] In order to overcome the shortcoming that the bottom and the lower part of the side wall are not densely filled when only the T-shaped filling block is used for all-solid filling, although the side wall is well bonded. The basic operation of the technical solution of the present invention is: squeeze the liquid solder in a closed environment, use the flow filling of the liquid solder driven by the extrusion force to replace the plastic flow filling of the T-shaped filler block in the solid state, and make the liquid solder The bottom gap is fully filled, and the liquid phase is incompressible to make it flow upward along the side wall interface, fill the remaining gap of the side wall, and dissolve the side wall interface to realize interface alloying, and realize the dense welding of t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More