

Processing method of hole extruded rod
A processing method and hole extrusion technology, which are applied in the field of hole extrusion rod processing, can solve the problems of destroying the diameter accuracy of the work table, and it is difficult to meet the drawing requirements in the grinding process of the profile.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
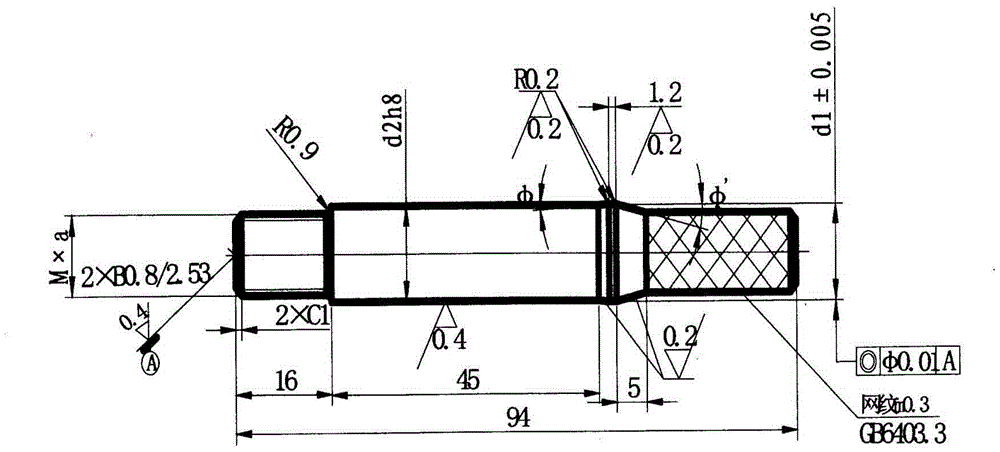
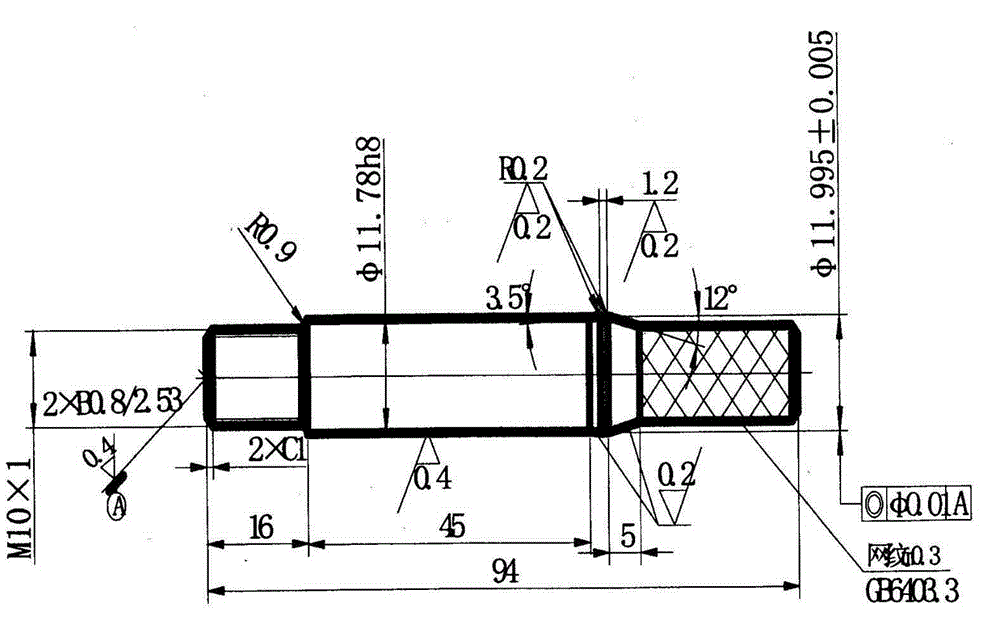
[0020] Such as figure 2 Shown, a kind of processing method of hole extruded rod comprises the following steps:
[0021] 1) Preparation of materials: visually check whether the product is defective, whether the material grade, shape and size are consistent with the drawings and process regulations;
[0022] 2) Machining of the turning process: use a small drill bit to symmetrically drill the center hole at both ends of the center, process the size of each part, and leave 0.4mm-0.5mm grinding amount for each taper surface, worktable surface Ф11.995mm and front guide diameter Ф11.78mm;
[0023] 3) Heat treatment process: quenching and tempering: the hardness reaches HRC63-66, which is the ideal comprehensive mechanical properties of the material;
[0024] 4) After the sand blowing process, the surface blueing treatment is carried out. Sand blowing is to increase the residual compressive stress on the surface of the part on the premise of improving the cleanliness of the part su...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More