

Laser welding method for medium steel plates
A technology of laser welding and thick steel plates, which is applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems that the weld seam cannot meet the design requirements and can not achieve one-time welding completion, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The specific implementation of the laser welding method for medium and thick steel plates of the present invention will be described in detail below in conjunction with the accompanying drawings.
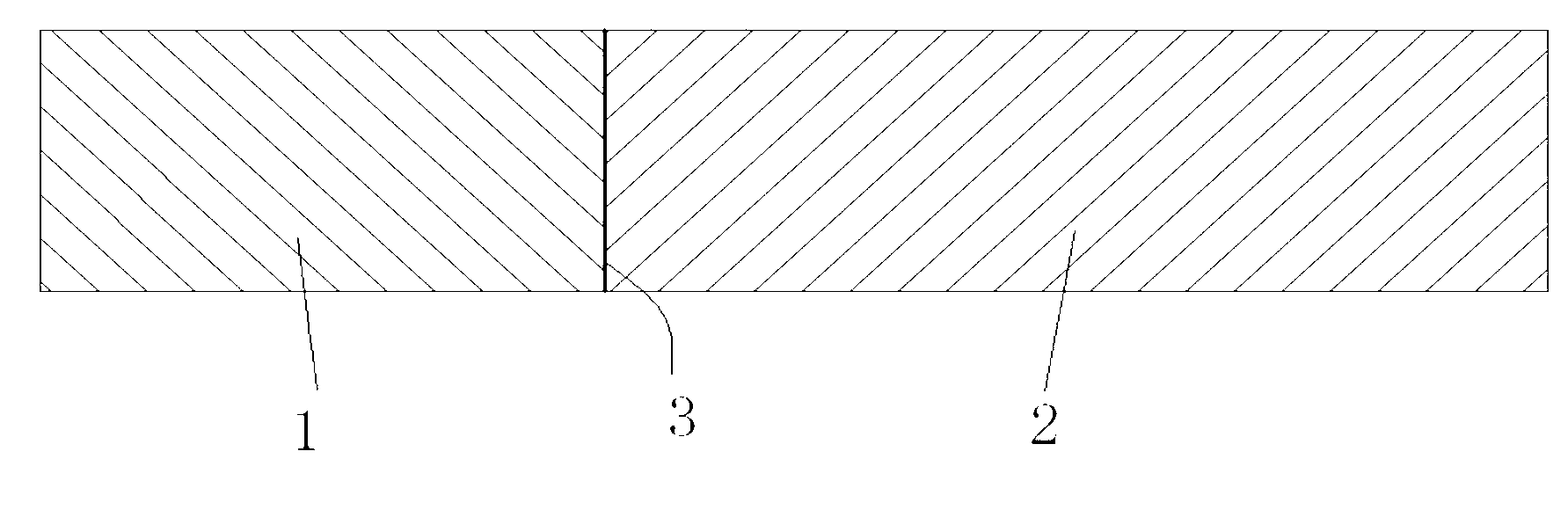
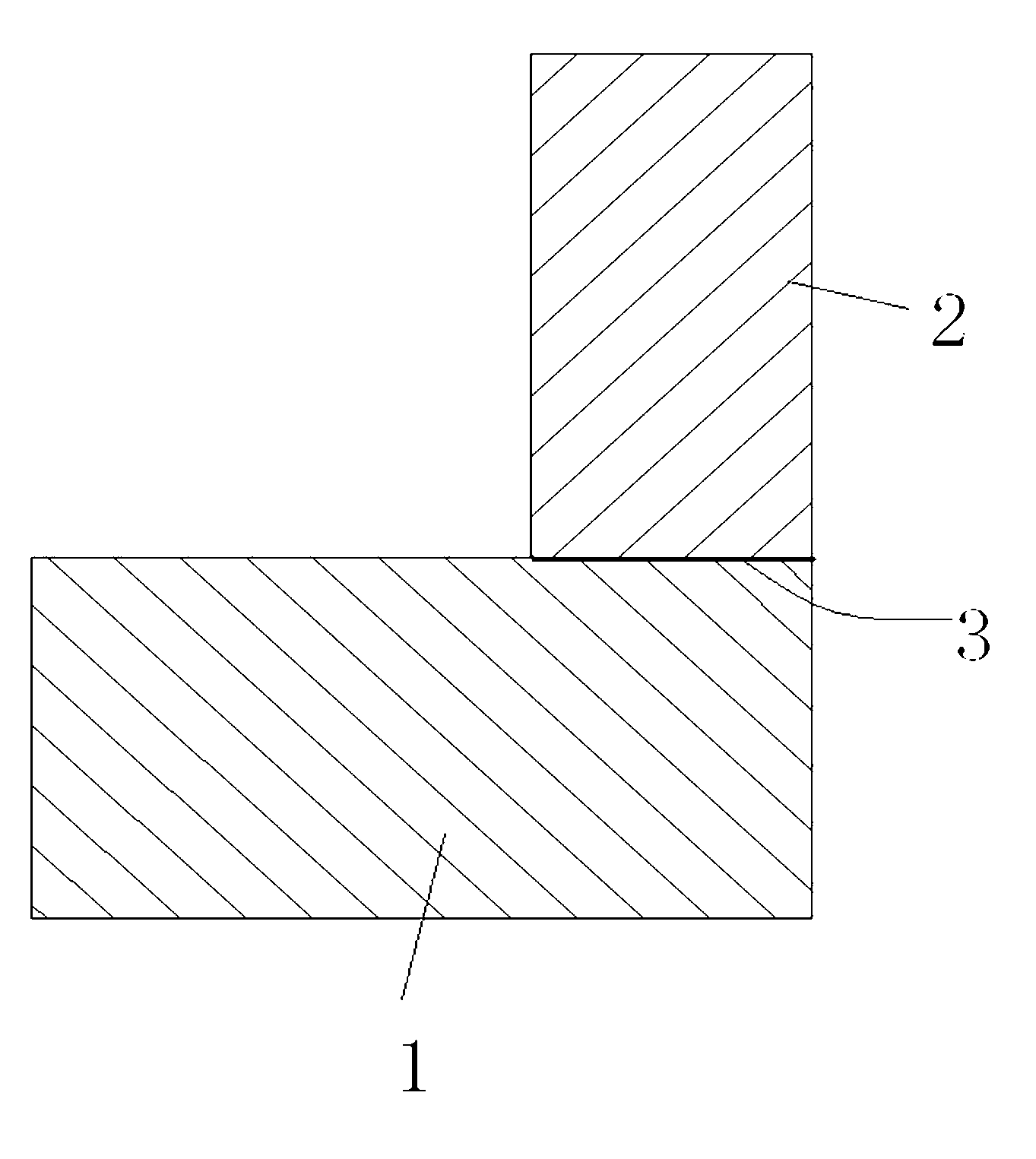
[0020] See attached figure 1 , 2 , 3. The thickness of the medium-thick steel plate is 5-18mm. The two steel plates 1 and 2 should be butt jointed or angled into a typical finished product as shown in the figure. The welding method is as follows:
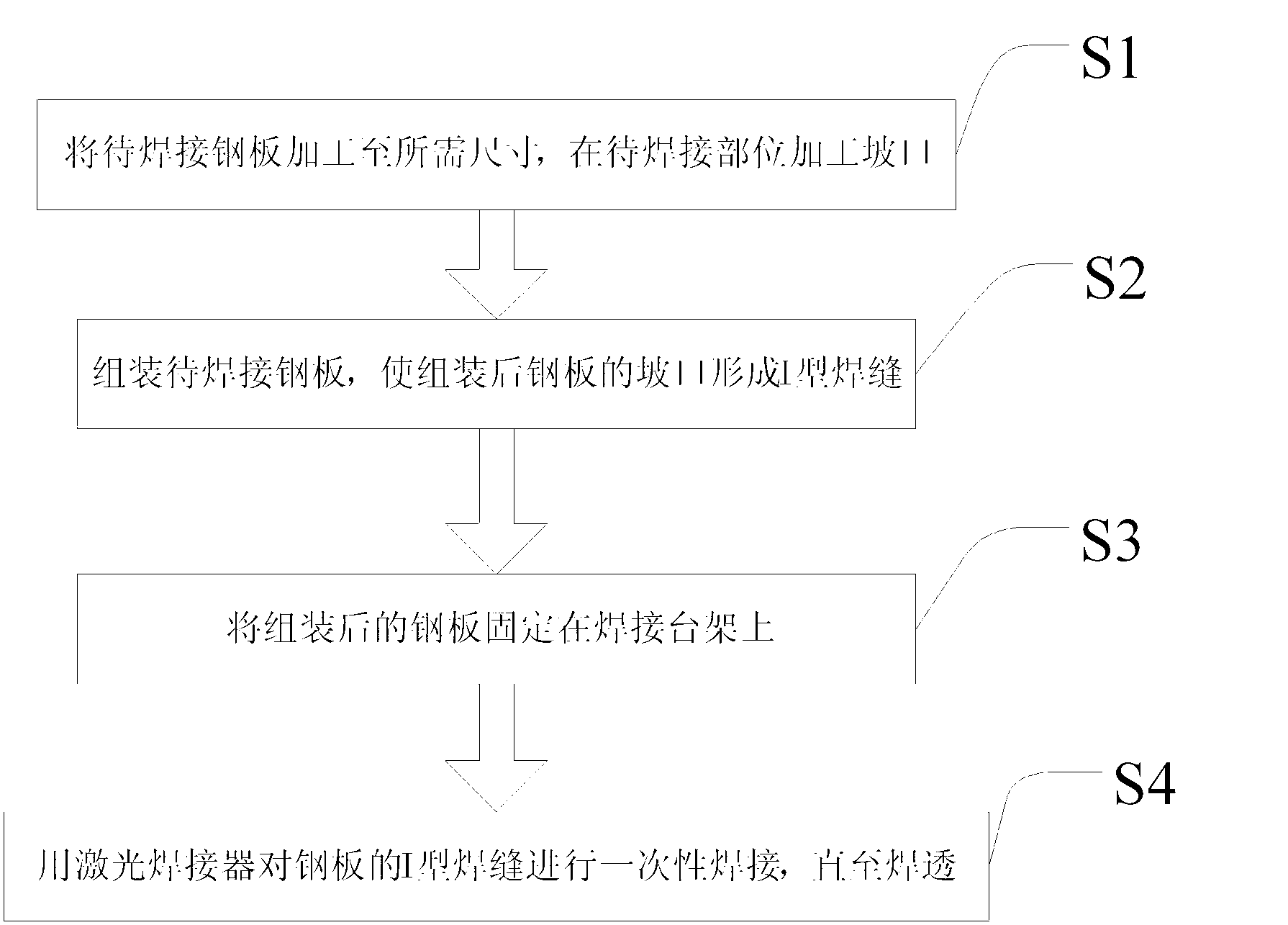
[0021] Step 1: Process the steel plates 1 and 2 to be welded to the required size, and process grooves on the parts to be welded (step S1 in the figure), and design different butt joints or fillet joints of the grooves according to different conditions of the steel plates to be welded Form (such as stepped joints, oblique butt joints, bottom-lock self-centering joints, etc.).
[0022] Step 2: Assemble the steel plates 1 and 2 to be welded so that the groove of the assembled steel plates forms an I-shaped weld 3 (step S2 in the fi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| power | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More