

Continuous casting crystallizer covering slag for high-carbon steel
A continuous casting crystallizer and high-carbon steel technology, which is applied in the field of steelmaking-continuous casting, can solve problems such as easy deterioration billet shell and crystallizer lubrication, low melting temperature and viscosity, billet shell bonding breakout, etc., to reduce Cracks, low viscosity, and the effect of ensuring slag consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] The mass percentage of the chemical composition of the produced U71Mn steel is: C0.72%, Si0.30%, Mn1.14%, P0.013%, S0.013%, the rest is Fe and unavoidable residual impurities. The casting section size is 280mm×380mm high carbon steel billet, and the casting speed is controlled at 0.60-0.75m / min.
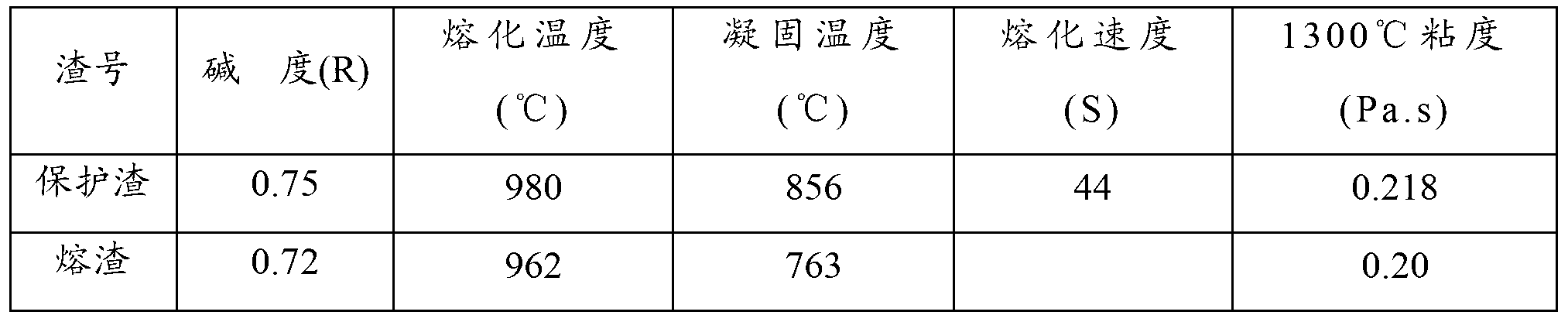
[0025] The mass percentage of the constituents of the mold flux for continuous casting mold for high carbon steel in this embodiment is: SiO 2 35.5%, CaO26.6%, MgO4.35%, A1 2 o 3 4.981%, Fe 2 o 3 2.28%, Na 2 O10.8%, F5.2%, C6.8%, K 2 O1.45%, Li 2 O0.85%, the rest is water and unavoidable impurities. The melting temperature (hemispherical point) of the mold flux is 980°C, the solidification temperature is 856°C, the viscosity is 0.218 Pa.S at 1300°C, and the basicity R is 0.75. During the production, the mold powder and its molten slag were sampled and tested. The entire casting process is stable, no bonding breakout occurs, the billet quality is good, and there are no...
Embodiment 2
[0029] The mass percentage of the chemical composition of the produced U75V steel is: C0.74%, Si0.76%, Mn0.82%, P0.013%, S0.027%, and the rest is Fe and unavoidable residual impurities. The casting section size is 280mm×380mm high carbon steel billet, and the casting speed is controlled at 0.6-0.75m / min.
[0030] The mass percentage of the constituents of the mold flux for continuous casting mold for high carbon steel in this embodiment is: SiO 2 36.3%, CaO25.9%, MgO4.56%, A1 2 o 3 5.02%, Fe 2 o 3 2.45%, Na 2 O10.75%, F5.8%, C6.88%, K 2 O1.56%, Li 2 O0.645%, the rest is water and unavoidable impurities. The melting temperature (hemispherical point) of the mold flux is 976°C, the solidification temperature is 860°C, the viscosity is 0.24 Pa.S at 1300°C, and the basicity R is 0.71. The entire casting process is stable, no bonding breakout occurs, the quality of the slab is good, and there are no surface longitudinal cracks and sunken defects.
Embodiment 3
[0032] The mass percentage of the chemical composition of the produced U75VG steel is: C0.72%, Si0.65%, Mn0.85%, P0.014%, S0.013%, and the rest is Fe and unavoidable residual impurities. The casting section size is 280mm×380mm high carbon steel billet, and the casting speed is controlled at 0.6-0.7m / min.
[0033] The mass percentage of the constituents of the mold flux for continuous casting mold for high carbon steel in this embodiment is: SiO 2 36.1%, CaO26.1%, MgO4.86%, A1 2 o 3 4.98%, Fe 2 o 3 2.53%, Na 2 O10.85%, F5.35%, C6.5%, K 2 O1.61%, Li 2 O0.72%, the rest is water and unavoidable impurities. The melting temperature (hemispherical point) of the mold flux is 978°C, the solidification temperature is 862°C, the viscosity is 0.23 Pa.S at 1300°C, and the basicity R is 0.72. The entire casting process is stable, no bonding breakout occurs, the quality of the slab is good, and there are no surface longitudinal cracks and sunken defects.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More