

Method for manufacturing fracture surface changing seamless aluminium-alloy tubular product
An aluminum alloy, variable section technology, used in metal extrusion dies, metal extrusion mandrels, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0018] The present invention will be further described below in conjunction with accompanying drawing:
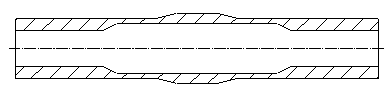
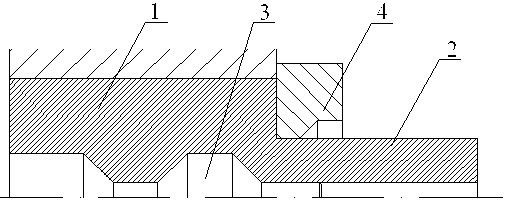
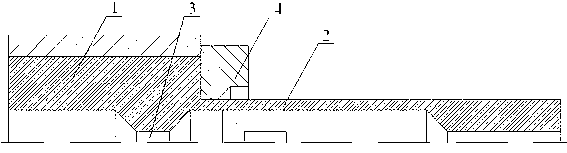
[0019] As shown in the figure, 1 is the pipe raw material, 2 is the product, 3 is the extrusion needle, and 4 is the mold.
[0020] The extrusion machine extrudes the pipe material 1 through the movable extrusion needle 3, and the working surface of the extrusion needle 3 for extruding variable-section seamless pipes is divided into three parts, which correspond to the inner thickening part, normal The size part and the outer thickening part. During production, the front part of the extrusion needle 3 is fixed in the extrusion die 4 and just begins to extrude (as figure 2 ). The extruded tube in this state is the inner thickening of the front end. The extrusion needle 3 moves forward, because the gap between the die 4 holes and the extrusion needle 3 decreases, the wall of the raw material 1 becomes thinner, and the normal size part of the extruded pipe front end (such ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More