

Gauge and method for measuring diameter of large-sized steel wire bearing rail
A large-size, steel wire technology, applied in the field of gauges for measuring the track diameter of large-size steel wire bearings, can solve the problems of easily scrapped parts, unreasonable structure, and low measurement efficiency, and achieve the effects of simple measurement, easy manufacturing, and high efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0038] The present invention will be described in further detail below in conjunction with the accompanying drawings.
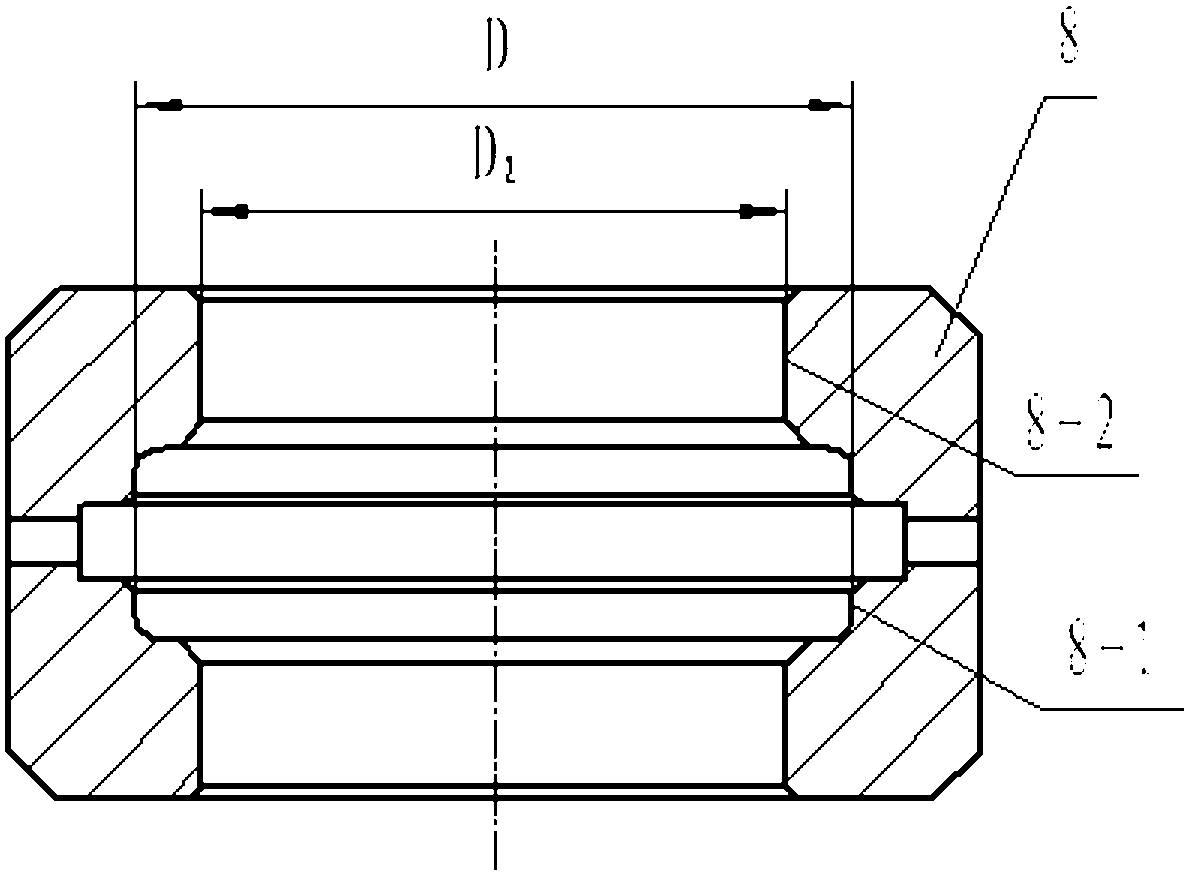
[0039] see figure 1 As shown, the measured part 8, because the diameter D of the large-size steel wire bearing track hole 8-1 is greater than 500mm, and there is a hole 8-2 smaller than D at both ends of the hole, so the general plug gauge cannot put the large-size steel wire In the hole of the bearing track, or the gauge cannot be taken out of the hole after being put into the measurement. Although the part 8 can be measured on a three-coordinate machine after the machining is completed, the measurement efficiency is too low, and it cannot be measured on the machine tool.
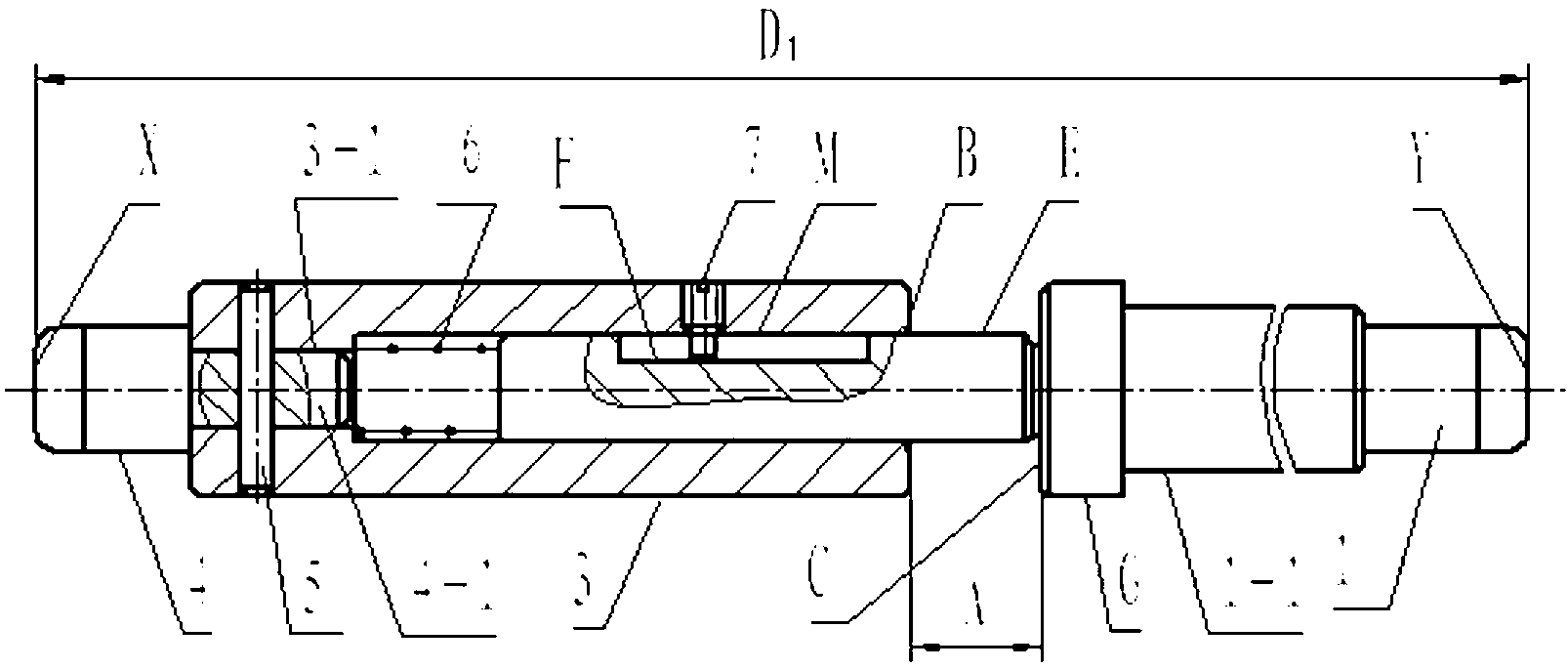
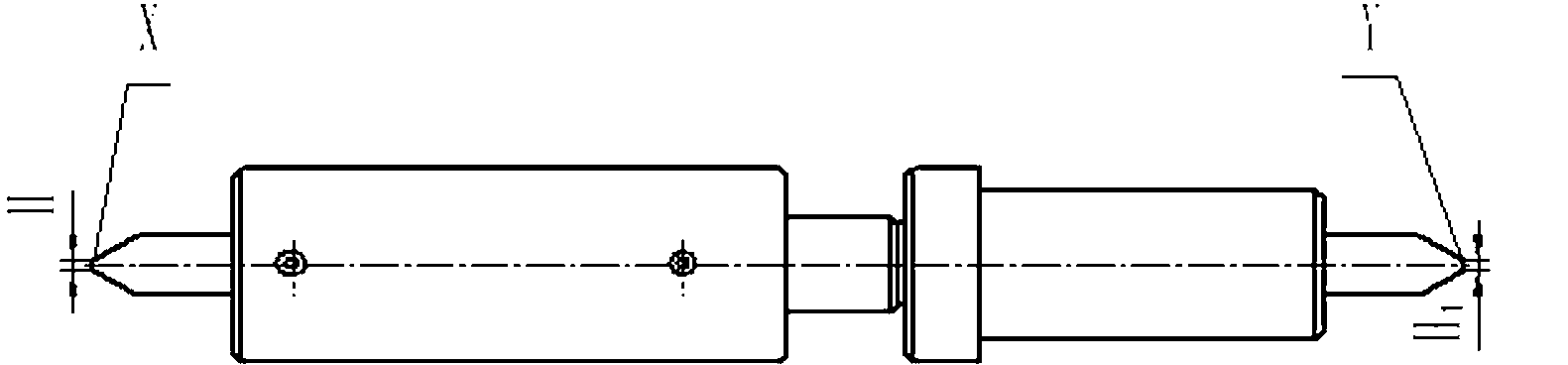
[0040] see figure 2 and image 3 As shown, the gauge for measuring the diameter of the track hole of a large-size steel wire bearing of the present invention includes a main body 1, a sleeve 3, a measuring head 4 and an elastic member 6 for moving the main body 1, and is characterized ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More