Machining process for longitudinal beam of heavy truck
A heavy-duty vehicle and longitudinal beam technology, which is applied in the field of automobile manufacturing, can solve problems such as increased procedures, poor operating efficiency, and increased difficulty in longitudinal beam processing, and achieves the effect of strong versatility and high efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
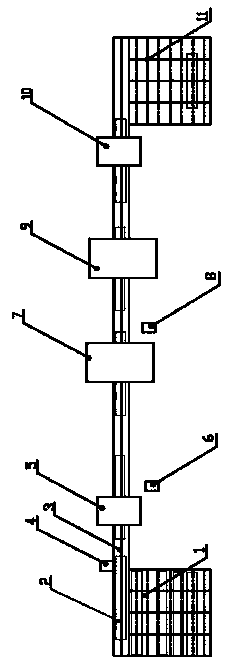
[0028] The processing method of the heavy-duty vehicle longitudinal beam is divided into the steps of marking - punching - cutting - shot blasting - bending.
[0029] The specific steps are as follows:
[0030] Marking: The feeding device 1 and the feeding device 3 send the profile of the longitudinal beam 2 to the marking station, position the front end and the belly of the longitudinal beam 2, and the intelligent coding machine 4 marks the longitudinal beam at the lower wing surface of the front end of the frame longitudinal beam After the identification code; increase the traceability of the stringer by marking.
[0031] Punching: The feeding device 3 sends the longitudinal beam 2 to the punching station, and the front end of the longitudinal beam 2 and the lower wing surface are positioned, and the hole position and aperture program of the input longitudinal beam is called through the punching machine control device 6, and the three-dimensional numerical control punching ...
Embodiment 2
[0037] The processing method of the heavy-duty vehicle longitudinal beam is divided into the steps of marking - punching - cutting - shot blasting - bending.
[0038] The specific steps are as follows:
[0039] Marking: The feeding device 1 and the feeding device 3 send the profile of the longitudinal beam 2 to the marking station, position the front end and the belly of the longitudinal beam 2, and the intelligent coding machine 4 marks the longitudinal beam at the lower wing surface of the front end of the frame longitudinal beam After the identification code; increase the traceability of the stringer by marking.
[0040] Punching: The feeding device 3 sends the longitudinal beam 2 to the punching station, and the front end of the longitudinal beam 2 and the lower wing surface are positioned, and the hole position and aperture program of the input longitudinal beam is called through the punching machine control device 6, and the three-dimensional numerical control punching ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com