

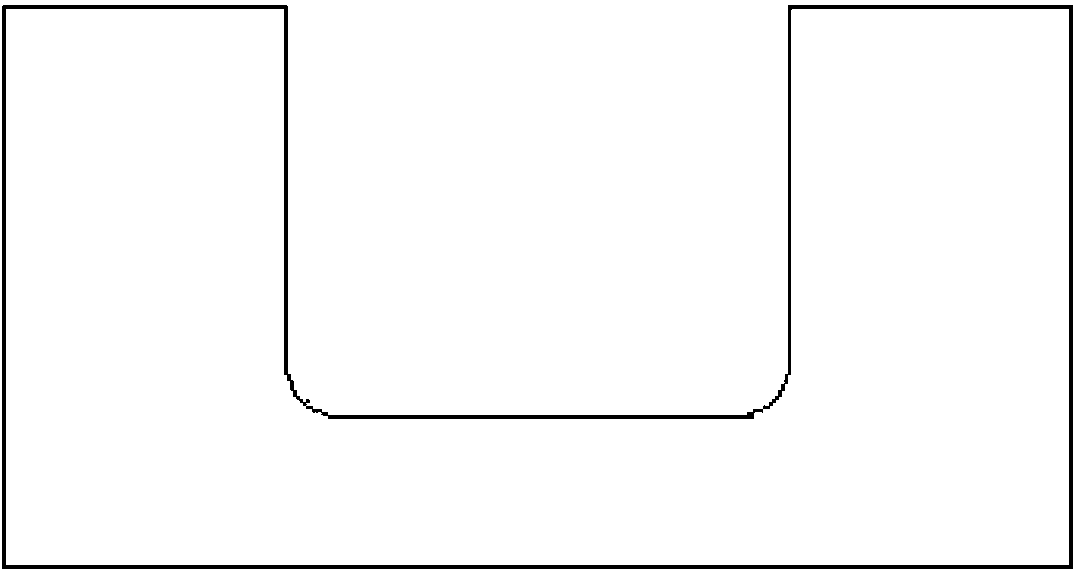
Method for manufacturing titanium alloy U-shaped material
A production method, titanium alloy technology, applied in the direction of metal rolling, etc., can solve the problems that cannot meet the requirements of high strength, it is difficult to produce profiles in large quantities, and the utilization rate of materials is low, so as to achieve good quality, reduce product cost, The effect of high surface finish
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] A method for producing a titanium alloy U-shaped bar, comprising the steps of:
[0029] 1. The raw material is titanium alloy round bar blank of grade TA15, Φ90mm×1100mm.
[0030] 2. After the bar is heated to 980° C. with a box-type resistance furnace, it is rolled into a square bar of 48 × 48 × 3000 mm with a 430 horizontal open-end rolling mill.
[0031] 3. After flaw detection with an ultrasonic flaw detector, saw and cut into 1000mm long material sections, and use a portable grinder to grind the surface so that there are no cracks or defects on the surface.
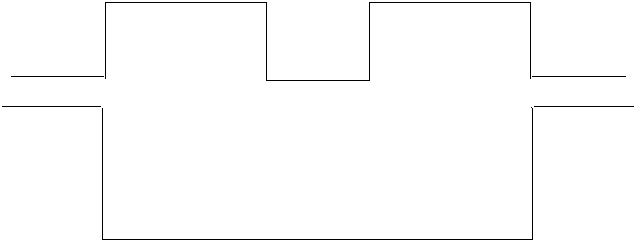
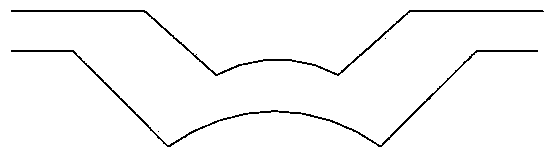
[0032] 4. Then heat it up to 960°C with a box-type resistance furnace, keep it warm for 1 hour, and send it to the first two stands of the Φ280 horizontal open-end rolling mill equipped with a plate-type position guide device. The rolling speed is 1m per second, and 6 passes are carried out in sequence Rolling, design the dies for the 6-pass rolling passes in turn, and the 6-pass rolling passes are 3-K11—3-K6...
Embodiment 2
[0042] A method for producing a titanium alloy U-shaped bar, comprising the steps of:
[0043] 1. The raw material is titanium alloy round bar blank of brand TC2, Φ90mm×1100mm.
[0044] 2. After the bar is heated to 1020° C. with a box-type resistance furnace, it is rolled into a square bar of 48×48×3000 mm with a 430 horizontal open-end rolling mill.
[0045] 3. After flaw detection with an ultrasonic flaw detector, saw and cut into 1000mm long material sections, and use a portable grinder to grind the surface so that there are no cracks or defects on the surface.
[0046] 4. Then heat it up to 980°C with a box-type resistance furnace, keep it warm for 1 hour, and send it to the first two stands of the Φ280 horizontal open-end rolling mill equipped with a plate-type guide device. The rolling speed is 3m per second, and 6 passes are carried out in sequence. Rolling, design the dies for the 6-pass rolling passes in turn, and the 6-pass rolling passes are 3-K11—3-K6, such as ...
Embodiment 3
[0056] A method for producing a titanium alloy U-shaped bar, comprising the steps of:
[0057] 1. The raw material is titanium alloy round bar blank of brand TC2, Φ90mm×1100mm.
[0058] 2. After the bar is heated to 1000° C. with a box-type resistance furnace, it is rolled into a square bar of 48×48×3000 mm with a 430 horizontal open-end rolling mill.
[0059] 3. After flaw detection with an ultrasonic flaw detector, saw and cut into 1000mm long material sections, and use a portable grinder to grind the surface so that there are no cracks or defects on the surface.
[0060] 4. Then heat it up to 970°C with a box-type resistance furnace, keep it warm for 1 hour, and send it to the first two stands of the Φ280 horizontal open-end rolling mill equipped with a plate-type guide device. The rolling speed is 2m per second, and 6 passes are carried out in sequence Rolling, design the dies for the 6-pass rolling passes in turn, and the 6-pass rolling passes are 3-K11—3-K6, such as F...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More