Production method of low-alloy and high-strength thick plates
A low-alloy, high-strength, production method technology, applied in the field of metallurgy, can solve the problems of not being able to meet the requirements of thicker steel plates, Z-direction performance can not meet the requirements, loss of production costs, etc., to achieve large-scale production and use, good mechanical performance and production cost reduction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The production process of the present invention is: electric furnace smelting—outside furnace refining (LF+VD)—vacuum casting—billet cleaning—heating—rolling—stacking and slow cooling—heat treatment—flaw detection—sampling inspection—inspection—storage.
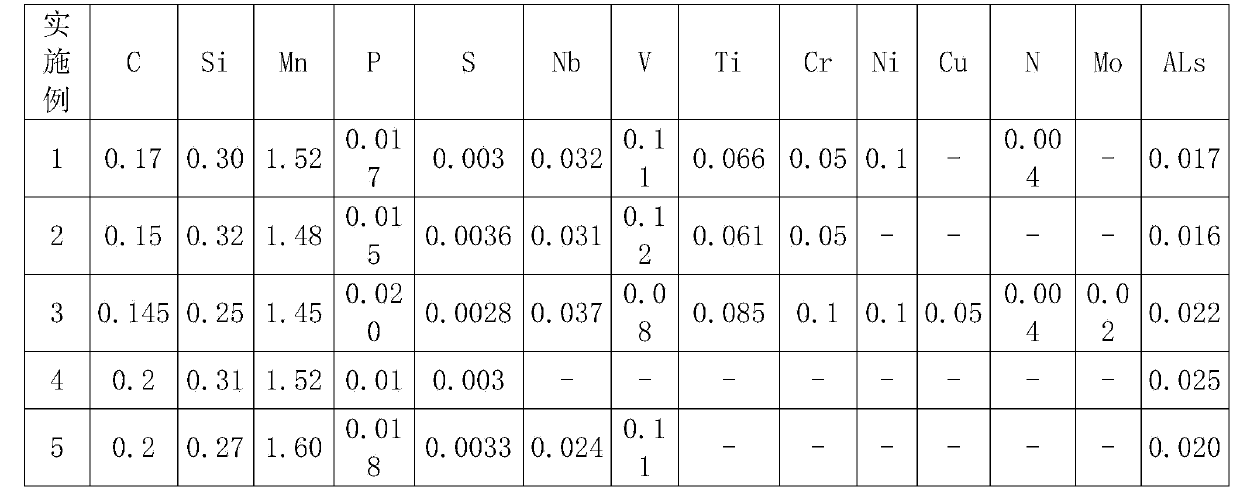
[0020] Embodiment chemical composition and Wt% content are as table 1:
[0021] Table 1 embodiment chemical composition wt% content table
[0022]
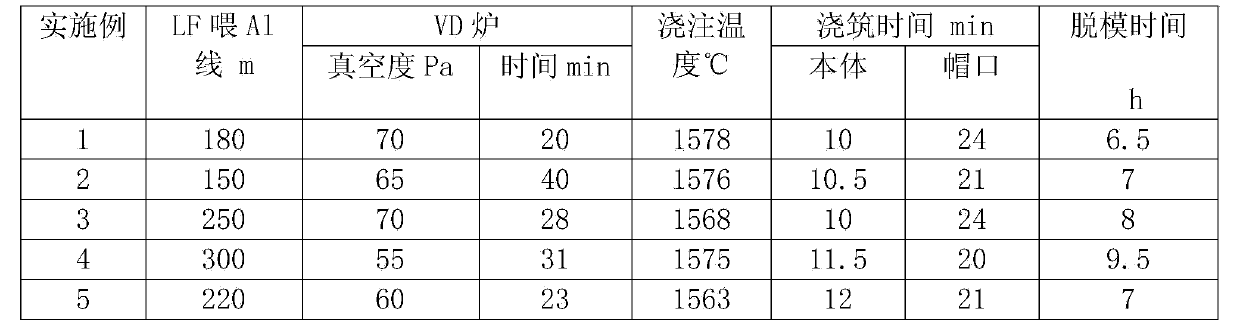
[0023] Embodiment smelting process parameters are shown in Table 2:
[0024] Table 2 Example smelting process parameter list
[0025]
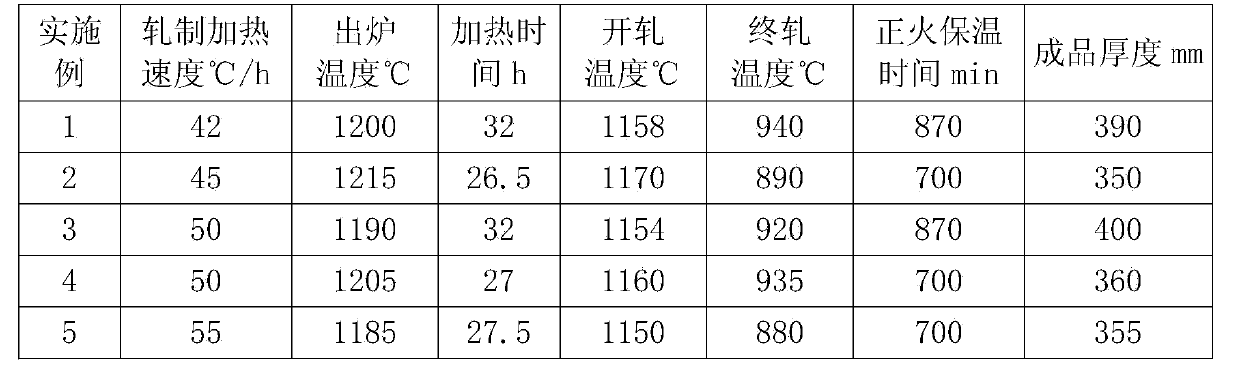
[0026] Embodiment rolling process parameter is shown in Table 3:
[0027] Table 3 embodiment rolling process parameter
[0028]
[0029] Embodiment performance index inspection result is shown in Table 4:
[0030] Table 4 embodiment performance index inspection result
[0031]
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| reduction of area | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com