

Novel process for producing low carbon gas shielded welding wire
A new technology, carbon gas technology, applied in metal material coating technology, welding medium, manufacturing tools, etc., can solve the problems of reduced production efficiency, increased wire breakage rate, uneven adhesion of lubricating carrier, etc., and achieve increased production efficiency , The broken wire rate is reduced, and the effect of reducing the impact
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0020] Welding wire specification: φ1.6mm.
[0021] (1) Raw material selection: the chemical composition in percentage terms is C=0.09%, Si=0.95%, Mn=1.50%, P=0.013, S=0.005%, Ca=0.0012%; the tensile strength of the wire rod is 540MPa, Elongation ≥ 37%, area shrinkage ≥ 73%; size deviation 0.09mm.
[0022] (2) Surface treatment process: pickling process adopts automatic pickling equipment for pickling, the proportion of pickling solution is 10% of pre-washing hydrochloric acid concentration, 15% of washing matrix hydrochloric acid concentration, FeCl 2 200g / l, pickling time 20min. Rinse with high-pressure water immediately after pickling, water PH=6.8, water pressure=0.8Mpa; phosphating process adopts automatic phosphating equipment for surface treatment, the ratio of phosphating solution is Ta total acidity 78pt, Fa free acidity 11pt, phosphating The temperature is 73°C, and the phosphating time is 2 minutes.
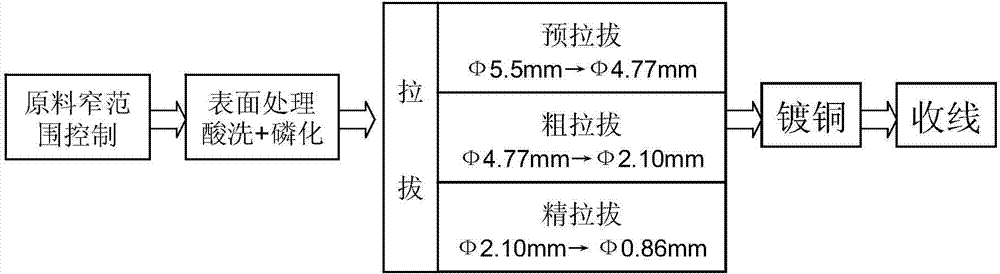
[0023] (3) Drawing process: pre-drawing, double-drum single-pa...
Embodiment 2
[0026] Welding wire specification: φ1.20mm.
[0027] (1) Raw material selection: the chemical composition in percentage terms is C=0.08%, Si=0.90%, Mn=1.55%, P=0.014, S=0.005%, Ca=0.0010%; the tensile strength of the wire rod is 532MPa, Elongation ≥ 36.5%, area shrinkage ≥ 75%; size deviation 0.07mm.
[0028] (2) Surface treatment process: pickling process adopts automatic pickling equipment for pickling, the proportion of pickling solution is 10% of pre-washing hydrochloric acid concentration, 17% of washing matrix hydrochloric acid concentration, FeCl 2 ≤190g / l, pickling time 19min, rinse with high-pressure water immediately after pickling, water PH=6.8, water pressure=0.8Mpa;
[0029] The phosphating process adopts automatic phosphating equipment for surface treatment. The ratio of phosphating solution is 76pt of total acidity of Ta, 10pt of free acidity of Fa, phosphating temperature of 76℃, and phosphating time of 2min.
[0030] (3) Drawing process: pre-drawing, double-dr...
Embodiment 3
[0033] Welding wire specification: φ0.80mm.
[0034] (1) Raw material selection: the chemical composition in percentage terms is C=0.06%, Si=0.80%, Mn=1.43%, P=0.012, S=0.004%, Ca=0.0012%; the tensile strength of the wire rod is 520MPa, Elongation ≥ 38.0%, surface shrinkage ≥ 78%; size deviation ± 0.10mm.
[0035] (2) Surface treatment process: pickling process adopts automatic pickling equipment for pickling, the proportion of pickling solution is 8% of pre-washing hydrochloric acid concentration, 20% of washing matrix hydrochloric acid concentration, FeCl 2 ≤210g / l, pickling time 21min, wash with high-pressure water immediately after pickling, water PH=6.8, water pressure=0.8Mpa; phosphating process adopts automatic phosphating equipment for surface treatment, the ratio of phosphating solution is total Ta The acidity is 78pt, the free acidity of Fa is 10pt, the phosphating temperature is 75℃, and the phosphating time is 3min.
[0036] (3) Drawing process: pre-drawing, φ5.5...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More