

All position narrow gap hot wire inert gas tungsten shielded welding process
A technology of tungsten shielded welding and inert gas, which is applied in the direction of manufacturing tools, welding equipment, arc welding equipment, etc., can solve the problems of large structure size, large thick wall rigidity, high cost, etc., and achieve the reduction of welding filling, low The effect of welding filling amount and welding quality assurance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
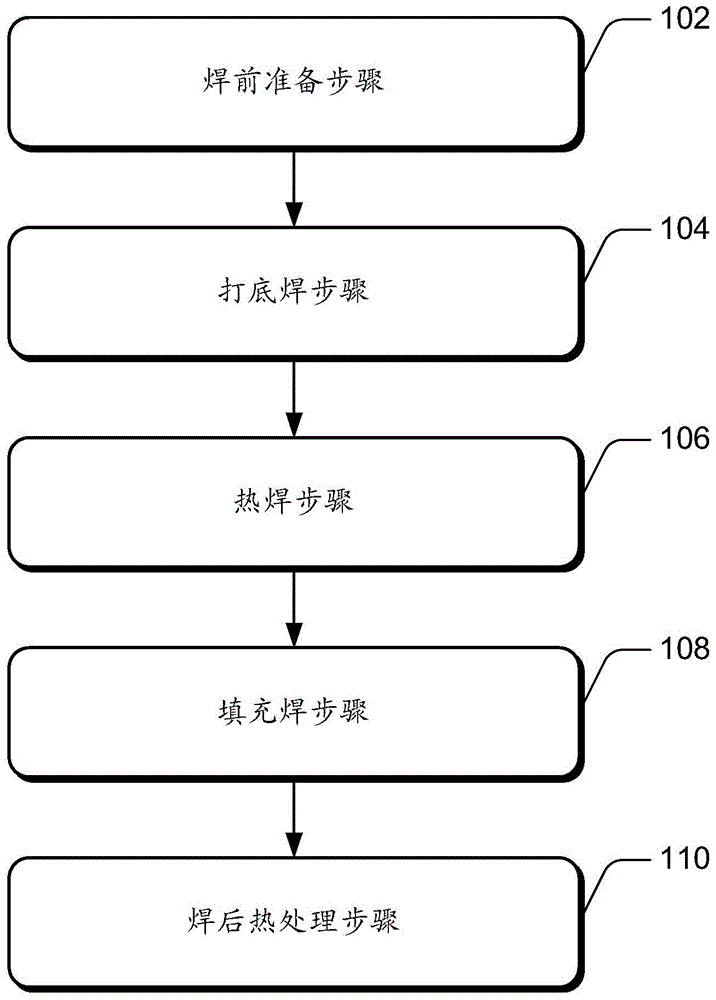
[0030] refer to figure 1 as shown, figure 1 A flow chart of a narrow gap hot wire inert gas tungsten inert gas (TIG) welding process according to an embodiment of the present invention is disclosed. The all-position narrow gap hot wire inert gas tungsten shielded welding process includes the following steps:
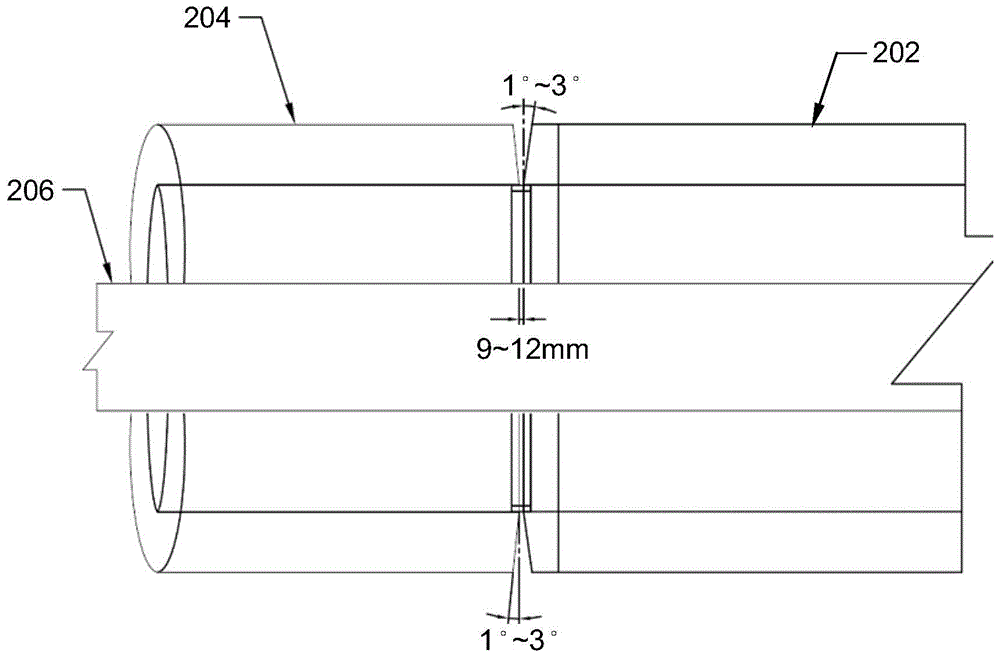
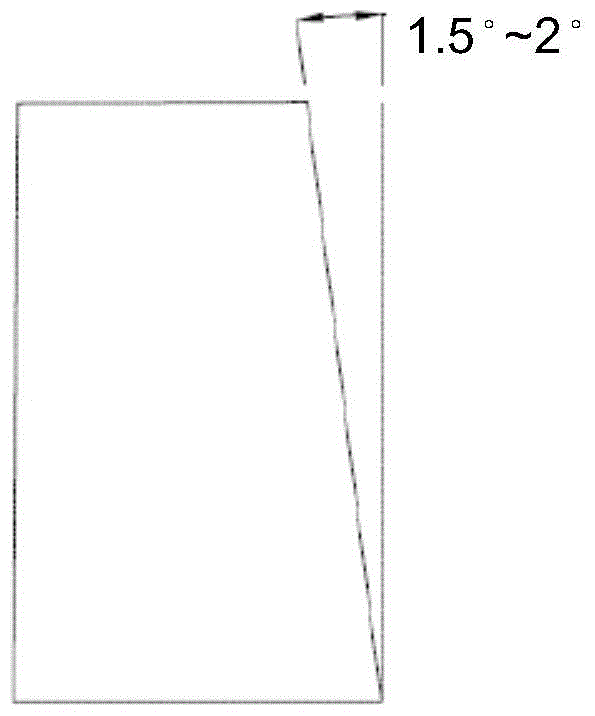
[0031] 102. Preparation steps before welding. Including groove processing process, pretreatment process, preheating process and groove assembly process. Figure 2a and Figure 2b Disclosed is a groove structure in an all-position narrow gap hot wire inert gas tungsten shielded welding process according to an embodiment of the present invention. Figure 2a Cooperating schematics of window panels and other components are disclosed. Wherein 202 represents a window plate, 204 represents a semicircular plate, and 206 represents a rack. Figure 2b It is revealed that the groove structure is obtained after groove processing. like Figure 2a As shown, the groove is trape...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More