

Prepreg/resin film infiltration co-curing forming method for composite stiffened wallboards
A technology of reinforced wall panels and composite materials, applied in the field of composite materials, can solve the problems of long operation time of prepreg blanks, reduce the forming efficiency of parts, increase manufacturing costs, etc., achieve high application value, low manufacturing cost, shorten The effect of manufacturing time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
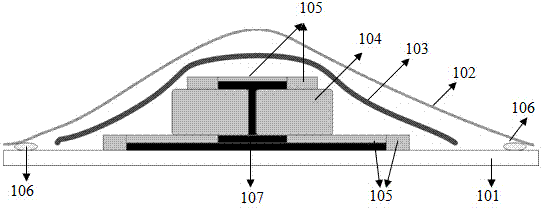
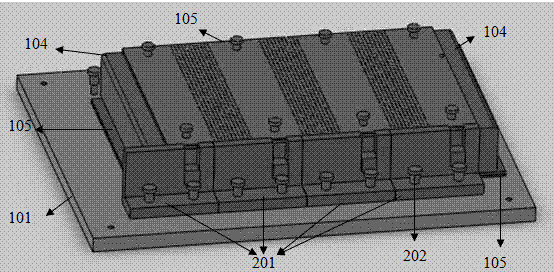
[0028] The prepreg / resin film infiltration co-curing process was used to prepare I-shaped reinforced wall panels. Dry fibers are used to prepare the I-shaped rib preform, which is T700 unidirectional carbon fiber cloth, the type of resin film is epoxy resin, and the skin is prepared with T300 carbon fiber / epoxy prepreg. The layering method of skin and ribs is unidirectional layering. During the molding process, the vacuum is greater than 0.095MPa, and the pressure is 0.4MPa, and the temperature is raised to 180°C at 1-2°C / min and kept for 2 hours to complete the curing.
Embodiment 2
[0030] The prepreg / resin film infiltration co-curing process was used to prepare L-shaped reinforced wall panels. Dry fibers are used to prepare L-shaped rib preforms, which are unidirectional glass fiber cloth, the type of resin film is benzoxazine resin, and the skin is made of glass fiber / benzoxazine resin prepreg. The layering method of skin and ribs is ribs: [45 / 0 / -45 / 90 / 45 / 0 / -45 / 0 / 45 / -45], skin: [-45 / 0 / 45 / 90 / -45 / 0 / 0 / 45 / 90 / -45 / 0 / 45]s. During the molding process, the vacuum is greater than 0.098MPa, and the pressure is 0.6MPa, and the temperature is raised to 180°C at 1-2°C / min for 3 hours to complete the curing.
Embodiment 3
[0032] The prepreg / resin film infiltration co-curing process was used to prepare J-shaped reinforced wall panels. The J-shaped rib preform is prepared by dry fiber, which is T800 carbon fiber plain weave cloth, the resin film type is Shuangma resin, and the skin is prepared by T800 carbon fiber / Shuangma resin prepreg. The layering method of skin and ribs is
[0033] Rib: [45 / 0 / -45 / 90 / 0 / 45 / 0 / -45 / 90 / 0 / 45 / 0 / -45 / 0 / 45 / -45]
[0034] Skinning: [-45 / 0 / 45 / 90 / -45 / 0 / 45 / 90 / -45 / 0 / 45 / 90 / -45 / 0 / 45]. During the molding process, the vacuum is greater than 0.095MPa, and the pressure is 0.7MPa, and the temperature is raised to 210°C at 1-2°C / min for 5 hours to complete the curing.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More